l n ~ 7.5xD No. 446 Epoch CBN-EHB
|
|
|
- Delilah Armstrong
- 6 years ago
- Views:
Transcription








1 D 0. l n ~ 7.5xD D 0.6 ± mm h4 shank No. 446 Epoch CBN-EHB







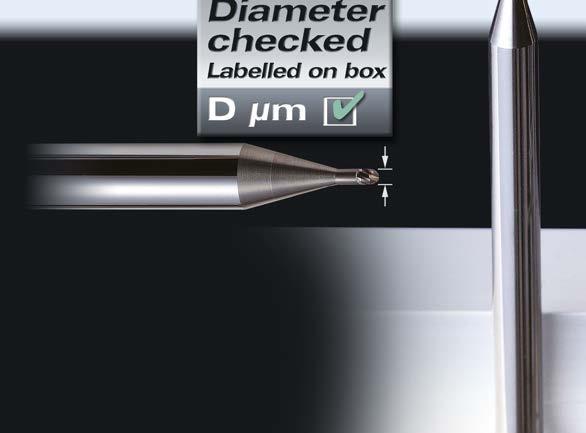
2 CBN-EHB Epoch CBN High Precision Ball End Mill Features Newly designed low cutting force high-strength flute shape Helix flute design for excellent cutting performance Applications from roughing to finishing High-strength cutting edge to improve tool life New high helix flute design to reduce cutting forces High-rigidity design improves machining accuracy High-quality flute edge improves surface roughness Dedication to high accuracy and long tool life Bigger core diameter to increase rigidity and to maintain high accuracy machining Conventional CBN-EHB Cross section Cross section Bigger core diameter PAT.P New grinding method for improved surface roughness in finishing Conventional CBN-EHB New grindingg method Achieves high-quality flute edge with less grinding marks Input of diameter correction value To improve final machining accuracy, input the real tool diameter stated on the case into CAM system. Zur Verbesserung der finalen Bearbeitungsgenauigkeit, sollte der auf der Verpackung aufgedruckte, tatsächliche Werkzeugdurchmesser im CAM hinterlegt werden. Per una superiore precisione di esecuzione programmare nel vostro sistema CAM il diametro reale rilevato, che troverete. Para mejorar la precisión del mecanizado final, programar en el CAM el diámetro real de la herramienta indicado en la caja. Pour améliorer la précision de l usinage final, saisissez le diamètre réel de l outil indiqué sur le boîtier dans le système FAO. Para melhorar a precisão da maquinação final. Introduzir o diâmetro real da ferramenta no sistema de CAM conforme tabela de medição. Measured tool diameter stated on case D MMC Hitachi Tool Engineering Europe GmbH
3 CBN-EHB Epoch CBN High Precision Ball End Mill CBN Cubic Boron Nitride V max High Speed Roughing Semi- Super- HRC 70 No. of Teeth Rake Angle Negative 5 dn R d L s L l n l D R 0.3 ± mm R > 0.3 ± mm Helix angle 5 d h4 Actual Effective Length in Incline Angles Interference Angle ln ID Code Item Code Size Actual Effective Length in Incline Angles Z D R l n l dn L s L d θκ.5 3 CB04 CBN-EHB CB04 CBN-EHB CB043 CBN-EHB CB044 CBN-EHB CB045 CBN-EHB CB046 CBN-EHB CB047 CBN-EHB CB048 CBN-EHB CB049 CBN-EHB CB050 CBN-EHB CB05 CBN-EHB CB05 CBN-EHB CB053 CBN-EHB CB054 CBN-EHB CB055 CBN-EHB CB056 CBN-EHB CB057 CBN-EHB CB058 CBN-EHB CB059 CBN-EHB CB060 CBN-EHB CB06 CBN-EHB CB06 CBN-EHB CB063 CBN-EHB CB064 CBN-EHB CB065 CBN-EHB CB066 CBN-EHB CB067 CBN-EHB CB068 CBN-EHB CB069 CBN-EHB CB070 CBN-EHB CB07 CBN-EHB CB07 CBN-EHB CB073 CBN-EHB CB074 CBN-EHB CB075 CBN-EHB CB076 CBN-EHB CB077 CBN-EHB CB078 CBN-EHB CB079 CBN-EHB CB080 CBN-EHB MMC Hitachi Tool Engineering Europe GmbH 3
4 CBN-EHB Recommended Cutting Conditions Material Material Class I Hardened Steels (50 ~ 55 HRC) Parameter Semi Semi a p a e n V c f z V f a p a e n V c f z V f D l n mm mm min - m/min mm/t mm/min mm mm min - m/min mm/t mm/min Please Note: These Conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. If rpm of machine is lower than these conditions, please reduce rpm and V f as same ratio. Ball end mill pitch feed and theoretical cusp height table (µm) h = R - Nose R ( R) - a e 4 Pitch (a e mm) Ball radius ( 0.3 R) a R (mm) h = R - p,e Nose R 4 07 MMC Hitachi Tool Engineering Europe GmbH
5 CBN-EHB Recommended Cutting Conditions Material Material Class II Hardened Steels (55 ~ 6 HRC) Parameter Semi Semi a p a e n V c f z V f a p a e n V c f z V f D l n mm mm min - m/min mm/t mm/min mm mm min - m/min mm/t mm/min Please Note: These Conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. If rpm of machine is lower than these conditions, please reduce rpm and V f as same ratio. 07 MMC Hitachi Tool Engineering Europe GmbH 5
6 CBN-EHB Recommended Cutting Conditions Material Material Class III Hardened Steels (6 ~ 64 HRC) Parameter Semi Semi a p a e n V c f z V f a p a e n V c f z V f D l n mm mm min - m/min mm/t mm/min mm mm min - m/min mm/t mm/min Please Note: These Conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. If rpm of machine is lower than these conditions, please reduce rpm and V f as same ratio MMC Hitachi Tool Engineering Europe GmbH
7 CBN-EHB Recommended Cutting Conditions Material Material Class IV Hardened Steels (64 ~ 70 HRC) Parameter Semi Semi a p a e n V c f z V f a p a e n V c f z V f D l n mm mm min - m/min mm/t mm/min mm mm min - m/min mm/t mm/min Please Note: These Conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. If rpm of machine is lower than these conditions, please reduce rpm and V f as same ratio. 07 MMC Hitachi Tool Engineering Europe GmbH 7
 03 4 8-0 Fax +49 (0) 03 4 8-30 E-Mail")
8 Always up to date: Please check our P50 QuickFinder Additional product information: Product Range Solid Carbide End Mills Indexable Milling Tools WHNSB Drills Milling Chucks Distributed by: Itterpark 4074 Hilden Germany Phone +49 (0) Fax +49 (0) info@mmc-hitachitool-eu.com Internet 07 by MMC Hitachi Tool Engineering Europe GmbH Printed in Germany HTT CBN-EHB-3.0 BW-DS No. 446 Epoch CBN-EHB
55% OFF CARBIDE HIGH SPEED STEEL COBALT. Phone: (616) Toll-Free: Fax: (616) cbdekorne.com
 Toll-Free: Fax: (616) cbdekorne.com") CARBIDE HIGH SPEED STEEL COBALT Phone: () - Toll-Free: -00--0 Fax: () - cbdekorne.com PLEASE TAKE % OFF PRINTED S END MICRO END THREAD COUNTER SINKS CHAMFER DRILL TAPS & DIES OUR COMMITMENT TO YOU...
CARBIDE HIGH SPEED STEEL COBALT Phone: () - Toll-Free: -00--0 Fax: () - cbdekorne.com PLEASE TAKE % OFF PRINTED S END MICRO END THREAD COUNTER SINKS CHAMFER DRILL TAPS & DIES OUR COMMITMENT TO YOU...
IASF/ASF. New Generation Face Mill Dramatically Reduces Roughing Time FEATURES
 New Generation Face Mill Dramatically Reduces Time FEATURES 2-5 times better roughing efficiency than conventional face mills Very stable performace in interrupted cutting Extraordinary metal removal and
New Generation Face Mill Dramatically Reduces Time FEATURES 2-5 times better roughing efficiency than conventional face mills Very stable performace in interrupted cutting Extraordinary metal removal and
PRODUCT CATALOG
 www.engman-taylor.com 0 PRODUCT CATALOG OUR COMMITMENT TO YOU... 00% MADE PREMIUM INDUSTRIAL QUALITY PRODUCTS % ORDER FULFILLMENT SAME DAY SHIPPING NO MINIMUM ORDER REQUIREMENTS EXCEPTIONAL QUALITY CONTROL
www.engman-taylor.com 0 PRODUCT CATALOG OUR COMMITMENT TO YOU... 00% MADE PREMIUM INDUSTRIAL QUALITY PRODUCTS % ORDER FULFILLMENT SAME DAY SHIPPING NO MINIMUM ORDER REQUIREMENTS EXCEPTIONAL QUALITY CONTROL
D-POWER END MILLS END MILLS
 0 YEDP DPOWE END S 7 9 DPOWE END S DIAMOND COATED CABIDE END S FO & COMPOSITE MATEIALS 9 HEAD OFFICE, Sewolcheonro, Bupyeonggu, Incheon, Korea PHONE : +9, FAX :+7 Http://www.yg.kr Email:yg@yg.kr Tool specifications
0 YEDP DPOWE END S 7 9 DPOWE END S DIAMOND COATED CABIDE END S FO & COMPOSITE MATEIALS 9 HEAD OFFICE, Sewolcheonro, Bupyeonggu, Incheon, Korea PHONE : +9, FAX :+7 Http://www.yg.kr Email:yg@yg.kr Tool specifications
TAKE 55% OFF ALL LIST PRICES IN CATALOG!
 YOUR # SOURCE FOR AMERICAN-MADE PREMIUM CUTTING TOOLS % OFF ALL S IN CATALOG! ENDMILLS MICRO ENDMILLS THREADMILLS DRILLS TAPS & DIES CHAMFER MILLS DRILL MILLS BURS COUNTERSINKS REAMERS Our commitment to
YOUR # SOURCE FOR AMERICAN-MADE PREMIUM CUTTING TOOLS % OFF ALL S IN CATALOG! ENDMILLS MICRO ENDMILLS THREADMILLS DRILLS TAPS & DIES CHAMFER MILLS DRILL MILLS BURS COUNTERSINKS REAMERS Our commitment to
AEROSPACE DIE & MOLD MACHINE TOOL INDUSTRY MEDICAL END MILLS HIGH-PERFORMANCE CARBIDE DRILLS A PRODUCT OF KENNAMETAL INC.
 AEROSPACE DIE & MOLD MACHINE TOOL INDUSTRY MEDICAL END MILLS HIGH-PERFORMANCE DRILLS A PRODUCT OF KENNAMETAL INC. INCH VERSION TOOLS Hanita Cutting Tools is recognized as one of the world's leading manufacturers
AEROSPACE DIE & MOLD MACHINE TOOL INDUSTRY MEDICAL END MILLS HIGH-PERFORMANCE DRILLS A PRODUCT OF KENNAMETAL INC. INCH VERSION TOOLS Hanita Cutting Tools is recognized as one of the world's leading manufacturers
Your Cutting Tool Solution for END MILLS
 Your ting Tool Solution for END MILLS END MILLS / VISUAL INDE AQUA V MILL FOUR FLUTE Viable AQ Mill h V List 970 List 970 NEW List 970 List 970 AQUA V MILL FIVE FLUTE CORNER RADIUS Viable AQ Mill h V List
Your ting Tool Solution for END MILLS END MILLS / VISUAL INDE AQUA V MILL FOUR FLUTE Viable AQ Mill h V List 970 List 970 NEW List 970 List 970 AQUA V MILL FIVE FLUTE CORNER RADIUS Viable AQ Mill h V List
CUTTING MECHANICS AND SURFACE FINISH FOR TURNING WITH DIFFERENTLY SHAPED CBN TOOLS
 A R C H I V E O F M E C H A N I C A L E N G I N E E R I N G VOL. LXIV 2017 Number 3 DOI: 10.1515/meceng-2017-0021 Key words: hardened steel, surface roughness, cutting force, specific energy, corner radius
A R C H I V E O F M E C H A N I C A L E N G I N E E R I N G VOL. LXIV 2017 Number 3 DOI: 10.1515/meceng-2017-0021 Key words: hardened steel, surface roughness, cutting force, specific energy, corner radius
Tapered drilling tools Konusbohrausrüstung
 Tapered drilling tools Contents Page Inhalt Sommaire Ìndice Seite Page Página Tapered tools / / K (4 4 ) 1-1 1-1 1-0 1 1- H thread / H Gewinde Filet H / Rosca H 3 13 CARBIE PROFIE ESIGN ISPHERICA KUGE
Tapered drilling tools Contents Page Inhalt Sommaire Ìndice Seite Page Página Tapered tools / / K (4 4 ) 1-1 1-1 1-0 1 1- H thread / H Gewinde Filet H / Rosca H 3 13 CARBIE PROFIE ESIGN ISPHERICA KUGE
INFLUENCE OF TOOL NOSE RADIUS ON THE CUTTING PERFORMANCE AND SURFACE FINISH DURING HARD TURNING WITH CBN CUTTING TOOLS 1.
 Journal of Machine Engineering, Vol. 17, No. 2, 2017 Received: 23 January 2017/ Accepted: 16 April 2017 / Published online: 12 June 2017 Wit GRZESIK 1* Krzysztof ZAK 1 Roman CHUDY 1 hardened steel, surface
Journal of Machine Engineering, Vol. 17, No. 2, 2017 Received: 23 January 2017/ Accepted: 16 April 2017 / Published online: 12 June 2017 Wit GRZESIK 1* Krzysztof ZAK 1 Roman CHUDY 1 hardened steel, surface
King Saud University College of Engineering Industrial Engineering Dept.
 IE-352 Section 1, CRN: 13536 Section 2, CRN: 30521 First Semester 1432-33 H (Fall-2011) 4(4,1,1) MANUFACTURING PROCESSES - 2 Machining Exercises Name: Student Number: 42 Answer ALL of the following questions
IE-352 Section 1, CRN: 13536 Section 2, CRN: 30521 First Semester 1432-33 H (Fall-2011) 4(4,1,1) MANUFACTURING PROCESSES - 2 Machining Exercises Name: Student Number: 42 Answer ALL of the following questions
Structural Dynamic Behavior of a High-Speed Milling Machine
 Structural Dynamic Behavior of a High-Speed Milling Machine FEA Vs. EMA Assessment * J. Rotberg, ** B. Bork * "Technion" I.I.T ** Technische Universitat Darmstadt Faculty of Mechanical Eng. PTW Institut
Structural Dynamic Behavior of a High-Speed Milling Machine FEA Vs. EMA Assessment * J. Rotberg, ** B. Bork * "Technion" I.I.T ** Technische Universitat Darmstadt Faculty of Mechanical Eng. PTW Institut
AM M H R - M12
 ALPHAMILL The Alpha mill series lineup makes high feed and deep depth of cut machining possible with a variety of insert sizes. The new series provides use of an extra short edge and provides for high
ALPHAMILL The Alpha mill series lineup makes high feed and deep depth of cut machining possible with a variety of insert sizes. The new series provides use of an extra short edge and provides for high
NEW OPPORTUNITIES IN CENTRIFUGAL POWDER COMPACTION
 NEW OPPORTUNITIES IN CENTRIFUGAL POWDER COMPACTION Hamburg, 11.10.2016, S. Riecker, B. Kieback, T. Studnitzky, O. Andersen Motivation Factors that influence sinter components quality: Heat treatment, choice
NEW OPPORTUNITIES IN CENTRIFUGAL POWDER COMPACTION Hamburg, 11.10.2016, S. Riecker, B. Kieback, T. Studnitzky, O. Andersen Motivation Factors that influence sinter components quality: Heat treatment, choice
Gear Finishing with a Nylon Lap
 Gear Finishing with a Masahiko Nakae Kazunori Hidaka Yasutsune Ariura Toshinori Matsunami Masao Kohara Dr. Masahiko Nakae is a pressor in the department mechanical engineering, Sasebo National College
Gear Finishing with a Masahiko Nakae Kazunori Hidaka Yasutsune Ariura Toshinori Matsunami Masao Kohara Dr. Masahiko Nakae is a pressor in the department mechanical engineering, Sasebo National College
Determination of Machining Parameters of Corn Byproduct Filled Plastics
 Paper 99, IT 3 Determination of Machining Parameters of Corn Byproduct Filled Plastics Kurt A. osentrater, Ph.D. Lead Scientist, Agricultural and Bioprocess Engineer, USDA, Agricultural esearch Service,
Paper 99, IT 3 Determination of Machining Parameters of Corn Byproduct Filled Plastics Kurt A. osentrater, Ph.D. Lead Scientist, Agricultural and Bioprocess Engineer, USDA, Agricultural esearch Service,
RESEARCH OF PROCESSED SURFACE ROUGHNESS FOR TURNING HARDENED STEEL BY MEANS OF CERAMIC CUTTING TOOLS
 RESEARCH OF PROCESSED SURFACE ROUGHNESS FOR TURNING HARDENED STEEL BY MEANS OF CERAMIC CUTTING TOOLS V. P. DASIC High Technical School, R. Krstica 19, 37240 Trstenik, YUGOSLAVIA; e-mail: dasicp@ptt.yu
RESEARCH OF PROCESSED SURFACE ROUGHNESS FOR TURNING HARDENED STEEL BY MEANS OF CERAMIC CUTTING TOOLS V. P. DASIC High Technical School, R. Krstica 19, 37240 Trstenik, YUGOSLAVIA; e-mail: dasicp@ptt.yu
Determining Machining Parameters of Corn Byproduct Filled Plastics
 Iowa State University From the SelectedWorks of Kurt A. Rosentrater 8 Determining Machining Parameters of Corn Byproduct Filled Plastics Kurt A. Rosentrater, United States Department of Agriculture Andrew
Iowa State University From the SelectedWorks of Kurt A. Rosentrater 8 Determining Machining Parameters of Corn Byproduct Filled Plastics Kurt A. Rosentrater, United States Department of Agriculture Andrew
MATHEMATICAL MODEL DETERMINATION FOR SURFACE ROUGHNESS DURING CNC END MILLING OPERATION ON 42CRMO4 HARDENED STEEL
 International Journal of Mechanical ngineering and Technology (IJMT) Volume 9, Issue 1, January 018, pp. 64 63, Article ID: IJMT_09_01_067 Available online at http://www.iaeme.com/ijmt/issues.asp?jtype=ijmt&vtype=9&itype=1
International Journal of Mechanical ngineering and Technology (IJMT) Volume 9, Issue 1, January 018, pp. 64 63, Article ID: IJMT_09_01_067 Available online at http://www.iaeme.com/ijmt/issues.asp?jtype=ijmt&vtype=9&itype=1
OPTIMIZATION ON SURFACE ROUGHNESS OF BORING PROCESS BY VARYING DAMPER POSITION
 OPTIMIZATION ON SURFACE ROUGHNESS OF BORING PROCESS BY VARYING DAMPER POSITION Wasis Nugroho, Nor Bahiyah Baba and Adi Saptari Faculty of Manufacturing Engineering Technology, TATI University College,
OPTIMIZATION ON SURFACE ROUGHNESS OF BORING PROCESS BY VARYING DAMPER POSITION Wasis Nugroho, Nor Bahiyah Baba and Adi Saptari Faculty of Manufacturing Engineering Technology, TATI University College,
Hybrid Bonded Wheel
 Hybrid Bonded Wheel 13. 06.. 1. Hybr i d wheel I nt r oduce P Hybrid bonds are manufactured with a mixture of Resin & Metallic Bond METAL + RESIN DIA / CBN *GOOD FORM HOLDING M *LONGER TOOL LIFE E *HIGH
Hybrid Bonded Wheel 13. 06.. 1. Hybr i d wheel I nt r oduce P Hybrid bonds are manufactured with a mixture of Resin & Metallic Bond METAL + RESIN DIA / CBN *GOOD FORM HOLDING M *LONGER TOOL LIFE E *HIGH
Design of arrow-head electrode in electropolishing of cylindrical part
 312 Int. J. Materials and Product Technology, Vol. 20, No. 4, 2004 Design of arrow-head electrode in electropolishing of cylindrical part H. Hocheng* Department of Power Mechanical Engineering, National
312 Int. J. Materials and Product Technology, Vol. 20, No. 4, 2004 Design of arrow-head electrode in electropolishing of cylindrical part H. Hocheng* Department of Power Mechanical Engineering, National
German Engineering with an American Hand
 FLUTE FLUTE FLUTE German Engineering with an American Hand FLUTE FLUTE FLUTE FLUTE FLUTE FLUTE Variable EndMills IDEAL FOR HIGH-SPEED MACHINING (HSM) Flute Variable - Eliminates Harmonics Flauta Variable
FLUTE FLUTE FLUTE German Engineering with an American Hand FLUTE FLUTE FLUTE FLUTE FLUTE FLUTE Variable EndMills IDEAL FOR HIGH-SPEED MACHINING (HSM) Flute Variable - Eliminates Harmonics Flauta Variable
Optimization of Radial Force in Turning Process Using Taguchi s Approach
 5 th International & 6 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 04) December th 4 th, 04, IIT Optimization of Radial Force in Turning Process Using Taguchi s Approach
5 th International & 6 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 04) December th 4 th, 04, IIT Optimization of Radial Force in Turning Process Using Taguchi s Approach
MEEM Design of Experiments Final Take-home Exam
 MEEM 5990 - Design of Experiments Final Take-home Exam Assigned: April 19, 2005 Due: April 29, 2005 Problem #1 The results of a replicated 2 4 factorial experiment are shown in the table below: Test X
MEEM 5990 - Design of Experiments Final Take-home Exam Assigned: April 19, 2005 Due: April 29, 2005 Problem #1 The results of a replicated 2 4 factorial experiment are shown in the table below: Test X
Figure 43. Some common mechanical systems involving contact.
 33 Demonstration: experimental surface measurement ADE PhaseShift Whitelight Interferometer Surface measurement Surface characterization - Probability density function - Statistical analyses - Autocorrelation
33 Demonstration: experimental surface measurement ADE PhaseShift Whitelight Interferometer Surface measurement Surface characterization - Probability density function - Statistical analyses - Autocorrelation
Questionaire Gears from Plastic:
 Wolf Kunststoff-Gleitlager GmbH Heisenbergstr. 63-65 Industriegebiet II 50169 Kerpen - Türnich Deutschland Telefon: +49 2237 9749-0 Telefax: +49 2237 9749-20 Email: info@zedex.de Internet: www.zedex.de
Wolf Kunststoff-Gleitlager GmbH Heisenbergstr. 63-65 Industriegebiet II 50169 Kerpen - Türnich Deutschland Telefon: +49 2237 9749-0 Telefax: +49 2237 9749-20 Email: info@zedex.de Internet: www.zedex.de
STANDARD & OPTION 1 X, Y, Z axis linear scale 2 Saddle slideway cover 3 Table slideway cover 4 Table Splash guard 5 Working light 6 Coolant circulatio
 STANDARD & OPTION X, Y, Z axis linear scale 2 Saddle slideway cover 3 Table slideway cover Table Splash guard 5 Working light 6 Coolant circulation system 7 8 ITEM Bolts & leveling pads for installation
STANDARD & OPTION X, Y, Z axis linear scale 2 Saddle slideway cover 3 Table slideway cover Table Splash guard 5 Working light 6 Coolant circulation system 7 8 ITEM Bolts & leveling pads for installation
DRILLS END MILLS TAPS
 DRILLS END MILLS TAPS Contributing to Progress in the World of Product Manufacturing NACHI Cutting Tools NACHI-FUJIKOSHI CORP. is a pioneer of precision cutting tools in Japan and one of the leading manufacturers
DRILLS END MILLS TAPS Contributing to Progress in the World of Product Manufacturing NACHI Cutting Tools NACHI-FUJIKOSHI CORP. is a pioneer of precision cutting tools in Japan and one of the leading manufacturers
Solution for Homework #4. Chapter 21: Multiple Choice Questions (21.3, 21.4, 21.6, 21.8) Problems (21.10, 21.21, 21.20, 21.35)
 Problems (21.10, 21.21, 21.20, 21.35)") Solution for Homework #4 Chapter 21: Multiple Choice Questions (21.3, 21.4, 21.6, 21.8) Problems (21.10, 21.21, 21.20, 21.35) 21.3 (d) 21.4 (c) 21.6 (c) 21.8 (a) 21.10 Solution: (a) φ = tan-1(.5 cos 20/(1
Solution for Homework #4 Chapter 21: Multiple Choice Questions (21.3, 21.4, 21.6, 21.8) Problems (21.10, 21.21, 21.20, 21.35) 21.3 (d) 21.4 (c) 21.6 (c) 21.8 (a) 21.10 Solution: (a) φ = tan-1(.5 cos 20/(1
MATHEMATICAL MODEL FOR DRILLING CUTTING FORCES OF 40CrMnMoS8-6 STEEL
 Bulletin of the Transilvania University of Braşov Series I: Engineering Sciences Vol. 5 (54) No. 1-2012 MATHEMATICAL MODEL FOR DRILLING CUTTING FORCES OF 40CrMnMoS8-6 STEEL I. BĂDAN 1 Gh. OANCEA 1 M. VASILONI
Bulletin of the Transilvania University of Braşov Series I: Engineering Sciences Vol. 5 (54) No. 1-2012 MATHEMATICAL MODEL FOR DRILLING CUTTING FORCES OF 40CrMnMoS8-6 STEEL I. BĂDAN 1 Gh. OANCEA 1 M. VASILONI
PREDICTION OF ROUGHNESS IN HARD TURNING OF AISI 4140 STEEL THROUGH ARTIFICIAL NEURAL NETWORK AND REGRESSION MODELS
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 5, September October 2016, pp.200 208, Article ID: IJMET_07_05_022 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=7&itype=5
International Journal of Mechanical Engineering and Technology (IJMET) Volume 7, Issue 5, September October 2016, pp.200 208, Article ID: IJMET_07_05_022 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=7&itype=5
Graphite. Graphite
 igh-performance en mills with CV iamon coating for of graphite. ochleistungs-schaftfräser mit CV-iamant Beschichtung für ie von Graphit. 115-124 www.nkotool.com 115 ew ew ew Tool coe GE 235 GEL 435 GBLS
igh-performance en mills with CV iamon coating for of graphite. ochleistungs-schaftfräser mit CV-iamant Beschichtung für ie von Graphit. 115-124 www.nkotool.com 115 ew ew ew Tool coe GE 235 GEL 435 GBLS
Optimization of End Mill and Operation Parameters for 3D Slot Milling
 1 Optimization of End Mill and Operation Parameters for 3D Slot Milling Winter 2007, ME 555 Design Optimization Project Professor: Dr. Panos Papalambros April 19 th 2007 Hsin-Yu Kuo Jonathan Loss Joseph
1 Optimization of End Mill and Operation Parameters for 3D Slot Milling Winter 2007, ME 555 Design Optimization Project Professor: Dr. Panos Papalambros April 19 th 2007 Hsin-Yu Kuo Jonathan Loss Joseph
5-axis. The Power of Five
 5-axis The Power of Five Trunion Machines Swivel Head Machines Machine Axis configuration Standard 3 Axis Operation Setup Time Load Time Cycle Time Description 1 30 min 20 sec 3 min 58 sec Drill top holes
5-axis The Power of Five Trunion Machines Swivel Head Machines Machine Axis configuration Standard 3 Axis Operation Setup Time Load Time Cycle Time Description 1 30 min 20 sec 3 min 58 sec Drill top holes
Height Master Page 343. Check Master Page 347. Calibration Tools Page 352
 Calibration Instruments Height Master Page 343 Check Master Page 347 Calibration Tools Page 352 342 Digital Height Master Functions ZERO/ABS DATA/HOLD Auto Power OFF after 20 min. non use Low voltage alarm
Calibration Instruments Height Master Page 343 Check Master Page 347 Calibration Tools Page 352 342 Digital Height Master Functions ZERO/ABS DATA/HOLD Auto Power OFF after 20 min. non use Low voltage alarm
mu im Initial Evaluation of Haas Super Mini Mill S/N NRAO PO A. R. Kerr, A. Marshall, M. Meek, D. Parker, J. Shelton Rev.
 mu im Initial Evaluation of Haas Super Mini Mill S/N 40150 NRAO PO 207121 A. R. Kerr, A. Marshall, M. Meek, D. Parker, J. Shelton Rev. 2a 28 Sep 2005 1. Introduction Test pieces made with Haas mill suggest
mu im Initial Evaluation of Haas Super Mini Mill S/N 40150 NRAO PO 207121 A. R. Kerr, A. Marshall, M. Meek, D. Parker, J. Shelton Rev. 2a 28 Sep 2005 1. Introduction Test pieces made with Haas mill suggest
GS-200 SERIES Ultra Performance CNC Turning Centers
 G- ERIE Ultra Performance CNC Turning Centers G- eries Construction pindle Turret Multi-Tasking ULTRA PERFRMANCE CNC TURNING CENTER Packed with industry leading technology and top quality components, the
G- ERIE Ultra Performance CNC Turning Centers G- eries Construction pindle Turret Multi-Tasking ULTRA PERFRMANCE CNC TURNING CENTER Packed with industry leading technology and top quality components, the
hard material matters HSC-HPC Tools for High Speed / Performance Cutting
 hard material matters HSC-HPC Tools for High Speed / Performance Cutting CERATIZIT USA and the parent companies Headquarters and parent company in MAMER / Luxembourg Parent company in REUTTE / Austria
hard material matters HSC-HPC Tools for High Speed / Performance Cutting CERATIZIT USA and the parent companies Headquarters and parent company in MAMER / Luxembourg Parent company in REUTTE / Austria
T1500Z. General Purpose Coated Cermet for Steel Turning
 TOOLING NEWS E-125 P M K N S H General Purpose Coated Cermet for Steel Turning Brilliant Coat for glossy finished surface and excellent wear resistance Expanded chip breaker lineup with newly developed
TOOLING NEWS E-125 P M K N S H General Purpose Coated Cermet for Steel Turning Brilliant Coat for glossy finished surface and excellent wear resistance Expanded chip breaker lineup with newly developed
Prediction of flank wear by using back propagation neural network modeling when cutting hardened H-13 steel with chamfered and honed CBN tools
 International Journal of Machine Tools & Manufacture 42 (2002) 287 297 Prediction of flank wear by using back propagation neural network modeling when cutting hardened H-13 steel with chamfered and honed
International Journal of Machine Tools & Manufacture 42 (2002) 287 297 Prediction of flank wear by using back propagation neural network modeling when cutting hardened H-13 steel with chamfered and honed
Optimization of Process Parameters in CNC Drilling of EN 36
 Optimization of Process Parameters in CNC ing of EN 36 Dr. K. Venkata Subbaiah 1, * Fiaz khan 2, Challa Suresh 3 1 Professor, Department of Mechanical Engineering, Andhra University, Visakhapatnam, Andhra
Optimization of Process Parameters in CNC ing of EN 36 Dr. K. Venkata Subbaiah 1, * Fiaz khan 2, Challa Suresh 3 1 Professor, Department of Mechanical Engineering, Andhra University, Visakhapatnam, Andhra
A Numerical Approach on the Design of a Sustainable Turning Insert
 Proceedings of the Pakistan Academy of Sciences: A. Physical and Computational Sciences 54 (4): 339 345 (2017) Copyright Pakistan Academy of Sciences ISSN: 2518-4245 (print), 2518-4253 (online) Pakistan
Proceedings of the Pakistan Academy of Sciences: A. Physical and Computational Sciences 54 (4): 339 345 (2017) Copyright Pakistan Academy of Sciences ISSN: 2518-4245 (print), 2518-4253 (online) Pakistan
2015 MPS Qualify Exam
 2015 MPS Qualify Exam The examination will be four hours long. There will be eight questions in all. Students must select 7 out of 8 questions to answer. The exam is open book and open notes. The students
2015 MPS Qualify Exam The examination will be four hours long. There will be eight questions in all. Students must select 7 out of 8 questions to answer. The exam is open book and open notes. The students
FORCES, VIBRATIONS AND ROUGHNESS PREDICTION IN MILLING USING DYNAMIC SIMULATION
 FORCES, VIBRATIONS AND ROUGHNESS PREDICTION IN MILLING USING DYNAMIC SIMULATION Edouard Rivière (1), Enrico Filippi (2), Pierre Dehombreux (3) (1) Faculté Polytechnique de Mons, Service de Génie Mécanique,
FORCES, VIBRATIONS AND ROUGHNESS PREDICTION IN MILLING USING DYNAMIC SIMULATION Edouard Rivière (1), Enrico Filippi (2), Pierre Dehombreux (3) (1) Faculté Polytechnique de Mons, Service de Génie Mécanique,
W W W. T Y G. C O M. M X
 T O O L I N G E Q U I P M E N T S H A R M E N I N G S E R V I C E R E A M E R S D R I L L S E N D M I L L S D R I V E S S P I N D L E R E P A I R S E R V I C E B A L L S C R E W S E R V O S B A N D S A
T O O L I N G E Q U I P M E N T S H A R M E N I N G S E R V I C E R E A M E R S D R I L L S E N D M I L L S D R I V E S S P I N D L E R E P A I R S E R V I C E B A L L S C R E W S E R V O S B A N D S A
Machining Dynamics. Experimental characterization of machining processes. TEQIP Workshop on. Dr. Mohit Law
 TEQIP Workshop on Machining Dynamics Machining Process Modelling + Machine Tool Dynamic Testing + Avoidance of Chatter Vibrations 18-22 July 2016 Experimental characterization of machining processes Dr.
TEQIP Workshop on Machining Dynamics Machining Process Modelling + Machine Tool Dynamic Testing + Avoidance of Chatter Vibrations 18-22 July 2016 Experimental characterization of machining processes Dr.
CHAPTER 6 MACHINABILITY MODELS WITH THREE INDEPENDENT VARIABLES
 CHAPTER 6 MACHINABILITY MODELS WITH THREE INDEPENDENT VARIABLES 6.1 Introduction It has been found from the literature review that not much research has taken place in the area of machining of carbon silicon
CHAPTER 6 MACHINABILITY MODELS WITH THREE INDEPENDENT VARIABLES 6.1 Introduction It has been found from the literature review that not much research has taken place in the area of machining of carbon silicon
Deutschen Kalibrierdienst D-K
 akkreditiert durch die / accredited by the Deutsche Akkreditierungsstelle GmbH als Kalibrierlaboratorium im / as calibration laboratory in the Deutschen Kalibrierdienst Kalibrierschein Kalibrierzeichen
akkreditiert durch die / accredited by the Deutsche Akkreditierungsstelle GmbH als Kalibrierlaboratorium im / as calibration laboratory in the Deutschen Kalibrierdienst Kalibrierschein Kalibrierzeichen
MECHANICAL ENGINEERING
 MECHANICAL ENGINEERING Paper I Time Allowed: Three Hours Maximum Marks: 200 INSTRUCTIONS Please read each of the following instructions carefully before attempting questions. Candidates should attempt
MECHANICAL ENGINEERING Paper I Time Allowed: Three Hours Maximum Marks: 200 INSTRUCTIONS Please read each of the following instructions carefully before attempting questions. Candidates should attempt
M A N U F A C T U R I N G P R O C E S S E S ME A S S I G N M E N T
 H.- J. Steinmetz, Jan. 004 M A N U F A C T U R I N G P R O C E S S E S ME 38.3 A S S I G N M E N T 0 0 4 A machine shop has 15 workers and one shop foreman. The shop has to manufacture a quantity of 800
H.- J. Steinmetz, Jan. 004 M A N U F A C T U R I N G P R O C E S S E S ME 38.3 A S S I G N M E N T 0 0 4 A machine shop has 15 workers and one shop foreman. The shop has to manufacture a quantity of 800
Keywords: Brake Disks, Brake Drums, Gear Forces, Multiple Spindle Drilling Head, Pitch Circles, Thrust Force, Velocity Ratio.
 Theoretical Design and Analysis of A Semi- Automatic Multiple-Spindle Drilling Head (MSDH) For Mass Production Processes in Developing Countries Chukwumuanya, Emmanuel O*.(Okechukwuchukwumuanya@yahoo.com),
Theoretical Design and Analysis of A Semi- Automatic Multiple-Spindle Drilling Head (MSDH) For Mass Production Processes in Developing Countries Chukwumuanya, Emmanuel O*.(Okechukwuchukwumuanya@yahoo.com),
Modeling and multi-response optimization of machining performance while turning hardened steel with self-propelled rotary tool
 Adv. Manuf. (015) 3:84 95 DOI 10.1007/s40436-014-009-z Modeling and multi-response optimization of machining performance while turning hardened steel with self-propelled rotary tool Thella Babu Rao A.
Adv. Manuf. (015) 3:84 95 DOI 10.1007/s40436-014-009-z Modeling and multi-response optimization of machining performance while turning hardened steel with self-propelled rotary tool Thella Babu Rao A.
06E Hot Runner Series Catalog
 6E Hot Runner Series Catalog Stabilize your Process CT-1-1_EN-Rev1 EN 6 / 218 6E System Information Hot Runner System - Thrust Pad Manifold Ø4 Ø24 L Ø6 37 E (length) E = 15, 45, 65, 85 Custom length 45-235
6E Hot Runner Series Catalog Stabilize your Process CT-1-1_EN-Rev1 EN 6 / 218 6E System Information Hot Runner System - Thrust Pad Manifold Ø4 Ø24 L Ø6 37 E (length) E = 15, 45, 65, 85 Custom length 45-235
Electronic Indicators / Dial Gauges / Dial Test Indicators (Lever-Type)
") Electronic Indicators/Dial Gauges/Dial Test Indicators (Lever-Type) Electronic Indicators / Dial Gauges / Dial Test Indicators (Lever-Type) E-1 DIN 2270 NF E 11-053 TESATAST Dial Test Indicators (Lever-Type)
Electronic Indicators/Dial Gauges/Dial Test Indicators (Lever-Type) Electronic Indicators / Dial Gauges / Dial Test Indicators (Lever-Type) E-1 DIN 2270 NF E 11-053 TESATAST Dial Test Indicators (Lever-Type)
Modeling and Estimation of Grinding Forces for Mono Layer cbn Grinding Wheel
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 46, P-ISSN 2347-5161 14 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Modeling
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 46, P-ISSN 2347-5161 14 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Modeling
Monitoring of tool wear and surface roughness in endmilling for intelligent machining
 International Journal of the Physical Sciences Vol. 6(1), pp. 238-2392, 18 May, 211 Available online at http://www.academicjournals.org/ijps DOI: 1.5897/IJPS1.577 ISSN 1992-195 211 Academic Journals Full
International Journal of the Physical Sciences Vol. 6(1), pp. 238-2392, 18 May, 211 Available online at http://www.academicjournals.org/ijps DOI: 1.5897/IJPS1.577 ISSN 1992-195 211 Academic Journals Full
06E Hot Runner Series Catalog
 6E Hot Runner Series Catalog Stabilize your Process CT-1-1_EN-Rev9 EN 11/ 217 6E System Information Hot Runner System - Thrust Pad Manifold Ø4 Ø24 Ø6 37 L E (length) E = 15, 45, 65, 85 Custom length 45-235
6E Hot Runner Series Catalog Stabilize your Process CT-1-1_EN-Rev9 EN 11/ 217 6E System Information Hot Runner System - Thrust Pad Manifold Ø4 Ø24 Ø6 37 L E (length) E = 15, 45, 65, 85 Custom length 45-235
Simulation Approach to Evaluate the Thermal Behavior of A 3-Axis Milling Machine Based on FEM
 Simulation Approach to Evaluate the Thermal Behavior of A 3-Axis Milling Machine Based on FEM Abstract This paper presents a virtual simulation system which is employed in order to evaluate the thermalbehavior
Simulation Approach to Evaluate the Thermal Behavior of A 3-Axis Milling Machine Based on FEM Abstract This paper presents a virtual simulation system which is employed in order to evaluate the thermalbehavior
SUMICRYSTAL CD blanks are Single Crystal Diamond blanks for Wire Drawing Dies. Wire Drawing Die Blanks
 SUMICRYSA CD SUMICRYSA CD blanks are Single Crystal Diamond blanks for Wire Drawing Dies Wire Drawing Die Blanks Features : High purity synthetic single crystal diamond blanks Constant high quality Excellent
SUMICRYSA CD SUMICRYSA CD blanks are Single Crystal Diamond blanks for Wire Drawing Dies Wire Drawing Die Blanks Features : High purity synthetic single crystal diamond blanks Constant high quality Excellent
Clausing Industrial, Inc. Variable Speed 20" Single and Multi-spindle, Belt Drive Industrial Drill Presses
 www.clausing-industrial.com Variable Speed 20" Single and Multi-spindle, Belt Drive Industrial Drill Presses Clausing Industrial, Inc. Two Speed Variable Speeds 150-2000rpm Variable Speeds 200-1300rpm
www.clausing-industrial.com Variable Speed 20" Single and Multi-spindle, Belt Drive Industrial Drill Presses Clausing Industrial, Inc. Two Speed Variable Speeds 150-2000rpm Variable Speeds 200-1300rpm
Neural network process modelling for turning of steel parts using conventional and wiper Inserts
 Neural network process modelling for turning of steel parts using conventional and wiper Inserts Tugrul Özel* Department of Industrial and Systems Engineering, Rutgers University, Piscataway, NJ 08854-808,
Neural network process modelling for turning of steel parts using conventional and wiper Inserts Tugrul Özel* Department of Industrial and Systems Engineering, Rutgers University, Piscataway, NJ 08854-808,
Determining Cutting Force Coefficient from Instantaneous Cutting Force in Ball-End Milling
 th International & 6 th ll India Manufacturing Technology, Design and Research onference (IMTDR 4) December th 4 th, 4, IIT Guwahati, ssam, India Determining utting Force oefficient from Instantaneous
th International & 6 th ll India Manufacturing Technology, Design and Research onference (IMTDR 4) December th 4 th, 4, IIT Guwahati, ssam, India Determining utting Force oefficient from Instantaneous
Q. 1 Q. 5 carry one mark each.
 GATE 2016 General Aptitude GA Set-7 Q. 1 Q. 5 carry one mark each. Q.1 If I were you, I that laptop. It s much too expensive. (A) won t buy (C) wouldn t buy (B) shan t buy (D) would buy Q.2 He turned a
GATE 2016 General Aptitude GA Set-7 Q. 1 Q. 5 carry one mark each. Q.1 If I were you, I that laptop. It s much too expensive. (A) won t buy (C) wouldn t buy (B) shan t buy (D) would buy Q.2 He turned a
TIMING PULLEYS & BELTS Timing Belts and Pulleys
 Timing Belts and Pulleys Z e d o1 F U1 v n1 d k1 z 1 a = Centre distance (mm) M B = Acceleration torque (Nm) t B = Acceleration time (s) d = Bore (mm) r = Density (kg/dm 3 ) M = Torque (Nm) n = RPM d k
Timing Belts and Pulleys Z e d o1 F U1 v n1 d k1 z 1 a = Centre distance (mm) M B = Acceleration torque (Nm) t B = Acceleration time (s) d = Bore (mm) r = Density (kg/dm 3 ) M = Torque (Nm) n = RPM d k
PROCESS FOR SELECTING NB LINEAR SYSTEM
 The NB linear system is a linear motion mechanism which utilizes the recirculating movement of ball or roller elements to provide smooth and accurate linear travel. NB offers a wide range of linear motion
The NB linear system is a linear motion mechanism which utilizes the recirculating movement of ball or roller elements to provide smooth and accurate linear travel. NB offers a wide range of linear motion
SCOPE OF ACCREDITATION TO ISO/IEC 17025:2005 & ANSI/NCSL Z
 SCOPE OF ACCREDITATION TO ISO/IEC 17025:2005 & ANSI/NCSL Z540-1-1994 CLEVELAND SPECIALTY INSPECTION SERVICES, INC. 8562 East Avenue Mentor, OH 44060 James Popovic Phone: 440 974 1818 CALIBRATION Valid
SCOPE OF ACCREDITATION TO ISO/IEC 17025:2005 & ANSI/NCSL Z540-1-1994 CLEVELAND SPECIALTY INSPECTION SERVICES, INC. 8562 East Avenue Mentor, OH 44060 James Popovic Phone: 440 974 1818 CALIBRATION Valid
Product ranges HOMAPAL Metal and HOMAPAL Magnetic Boards
 Decor Item Description [kg/m²] Material Finish = im at 205 Slate a,b 1,0 1,3 Melamine 8 0,3 80 012 205/000U Melamine black plain matt a,b 1,0 1,3 Melamine 8 0,3 80 012 211/000U Melamine green plain matt
Decor Item Description [kg/m²] Material Finish = im at 205 Slate a,b 1,0 1,3 Melamine 8 0,3 80 012 205/000U Melamine black plain matt a,b 1,0 1,3 Melamine 8 0,3 80 012 211/000U Melamine green plain matt
CASE STUDY IN INVESTIGATION OF ACCURACY OF HOLE DRILLING
 CASE STUDY IN INVESTIGATION OF ACCURACY OF HOLE DRILLING MIKÓ, Balázs ; DRÉGELYI-KISS, Ágota, Associate professor, PhD Óbuda University, Bánki Donát Faculty of Mechanical and Safety Engineering, Abstract
CASE STUDY IN INVESTIGATION OF ACCURACY OF HOLE DRILLING MIKÓ, Balázs ; DRÉGELYI-KISS, Ágota, Associate professor, PhD Óbuda University, Bánki Donát Faculty of Mechanical and Safety Engineering, Abstract
HSS. Being the best through innovation HAND TAPS. - General Tapping
 Being the best through innovation HAND - General Tapping SELECTION GUIDE HAND General Tapping, HSS HAND ED No. MODEL Material Standard Work Material Dimensions Tolerance Chamfer Surface Treatment AGE T0
Being the best through innovation HAND - General Tapping SELECTION GUIDE HAND General Tapping, HSS HAND ED No. MODEL Material Standard Work Material Dimensions Tolerance Chamfer Surface Treatment AGE T0
AC axial fan. Limited partnership Headquarters Mulfingen Amtsgericht (court of registration) Stuttgart HRA
 Stuttgart HRA") ebm-papst Mulfingen GmbH & Co. KG Bachmühle D-767 Mulfingen Phone +9 798 8-0 Fax +9 798 8-0 info@de.ebmpapst.com www.ebmpapst.com Limited partnership Headquarters Mulfingen Amtsgericht (court of registration)
ebm-papst Mulfingen GmbH & Co. KG Bachmühle D-767 Mulfingen Phone +9 798 8-0 Fax +9 798 8-0 info@de.ebmpapst.com www.ebmpapst.com Limited partnership Headquarters Mulfingen Amtsgericht (court of registration)
VOL. 11, NO. 2, JANUARY 2016 ISSN
 MULTIPLE-PERFORMANCE OPTIMIZATION OF DRILLING PARAMETERS AND TOOL GEOMETRIES IN DRILLING GFRP COMPOSITE STACKS USING TAGUCHI AND GREY RELATIONAL ANALYSIS (GRA) METHOD Gallih Bagus W. 1, Bobby O. P. Soepangkat
MULTIPLE-PERFORMANCE OPTIMIZATION OF DRILLING PARAMETERS AND TOOL GEOMETRIES IN DRILLING GFRP COMPOSITE STACKS USING TAGUCHI AND GREY RELATIONAL ANALYSIS (GRA) METHOD Gallih Bagus W. 1, Bobby O. P. Soepangkat
Haas trunnions have more than one configuration. Thus, to make a program for the trunnion, you must know these facts:
 Haas Technical Documentation Trunnion Information Scan code to get the latest version of this document Translation Available Trunnion Features Haas trunnions have more than one configuration. Thus, to
Haas Technical Documentation Trunnion Information Scan code to get the latest version of this document Translation Available Trunnion Features Haas trunnions have more than one configuration. Thus, to
Actuators with ball monorail guidance system and ball screw drive MKUVE15-KGT, MKUVE20-KGT
 Actuators with ball monorail guidance system and ball screw drive MKUVE15-KGT, MKUVE20-KGT Product overview Actuators with ball monorail guidance system and ball screw drive Actuators with ball monorail
Actuators with ball monorail guidance system and ball screw drive MKUVE15-KGT, MKUVE20-KGT Product overview Actuators with ball monorail guidance system and ball screw drive Actuators with ball monorail
Name: AK-Nummer: Ergänzungsprüfung January 29, 2016
 INSTRUCTIONS: The test has a total of 32 pages including this title page and 9 questions which are marked out of 10 points; ensure that you do not omit a page by mistake. Please write your name and AK-Nummer
INSTRUCTIONS: The test has a total of 32 pages including this title page and 9 questions which are marked out of 10 points; ensure that you do not omit a page by mistake. Please write your name and AK-Nummer
0.3mm Pitch Connector for FPC. FF02S Series
 COMPONENTS PRODUCT INFORMATION NEW 0.3mm Pitch Connector for FPC FF02S Series CONNECTOR MB-0146-2 July 2006 RoHS Compliant Outline The FF02S Series is a 0.3mm pitch low-profiled connector used for FPC
COMPONENTS PRODUCT INFORMATION NEW 0.3mm Pitch Connector for FPC FF02S Series CONNECTOR MB-0146-2 July 2006 RoHS Compliant Outline The FF02S Series is a 0.3mm pitch low-profiled connector used for FPC
Hone Heads. HB Type ø mm ( )
") Hone Heads HB Type ø 76 1 375 mm (2.99 54.13 ) HB Tooling ø 76-205 mm (2.99 8.07 inch) Be diameter HONE HEADS f stock removal rate in soft steel up to 750 cm 3 /h (45.78 inch 3 /h) Machine coupling Shaft
Hone Heads HB Type ø 76 1 375 mm (2.99 54.13 ) HB Tooling ø 76-205 mm (2.99 8.07 inch) Be diameter HONE HEADS f stock removal rate in soft steel up to 750 cm 3 /h (45.78 inch 3 /h) Machine coupling Shaft
Selection table for guided systems (crank driven)
") Selection table for guided systems (crank driven) One mass shaker brute-force system One mass shaker natural frequency system Two mass shaker fast-runner system with reaction force-compensation Single
Selection table for guided systems (crank driven) One mass shaker brute-force system One mass shaker natural frequency system Two mass shaker fast-runner system with reaction force-compensation Single
The basic dynamic load rating C is a statistical number and it is based on 90% of the bearings surviving 50 km of travel carrying the full load.
 Technical data Load Rating & Life Under normal conditions, the linear rail system can be damaged by metal fatigue as the result of repeated stress. The repeated stress causes flaking of the raceways and
Technical data Load Rating & Life Under normal conditions, the linear rail system can be damaged by metal fatigue as the result of repeated stress. The repeated stress causes flaking of the raceways and
Study of the Effect of Progressive Feed Rate on the Cutting Force in CNC End Milling of AISI 1045 Steel
 Study of the Effect of Progressive Feed Rate on the Cutting Force in CNC End Milling of AISI 1045 Steel K.S.Badrinathan #1,, L.Karunamoorthy *2 # Department of Mechanical Engineering, Sri Venkateswara
Study of the Effect of Progressive Feed Rate on the Cutting Force in CNC End Milling of AISI 1045 Steel K.S.Badrinathan #1,, L.Karunamoorthy *2 # Department of Mechanical Engineering, Sri Venkateswara
COMBINING TOOL WEAR AND DYNAMICS IN HIGH-SPEED MACHINING PERFORMANCE PREDICTION
 COMBINING TOOL WEAR AND DYNAMICS IN HIGH-SPEED MACHINING PERFORMANCE PREDICTION By JAYDEEP MOHAN KARANDIKAR A THESIS PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT
COMBINING TOOL WEAR AND DYNAMICS IN HIGH-SPEED MACHINING PERFORMANCE PREDICTION By JAYDEEP MOHAN KARANDIKAR A THESIS PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT
SILVER OAK COLLEGE OF ENGINEERING & TECHNOLOGY ADITYA SILVER OAK INSTITUTE OF TECHNOLOGY
 SUBJECT: ENGINEERING THERMODYNAMICS (2131905) (ME) DATE: 11-08-2017 TIME: 10:00 am to 11:30 am TOTAL MARKS: 40 Q.1 (a) Answer following questions in short/brief: 1. Energy of an isolated system is always
SUBJECT: ENGINEERING THERMODYNAMICS (2131905) (ME) DATE: 11-08-2017 TIME: 10:00 am to 11:30 am TOTAL MARKS: 40 Q.1 (a) Answer following questions in short/brief: 1. Energy of an isolated system is always
EXPERIMENTAL ANALYSIS ON DE-LAMINATION IN DRILLING GFRP COMPOSITE MATERIAL
 EXPERIMENTAL ANALYSIS ON DE-LAMINATION IN DRILLING GFRP COMPOSITE MATERIAL N.Parkunam 1, G.Gopi 2, Dr.D.Threshkumar 3 1 PG Scholar, PTR College of Engineering and Technology, Madurai, Tamilnadu, (India)
EXPERIMENTAL ANALYSIS ON DE-LAMINATION IN DRILLING GFRP COMPOSITE MATERIAL N.Parkunam 1, G.Gopi 2, Dr.D.Threshkumar 3 1 PG Scholar, PTR College of Engineering and Technology, Madurai, Tamilnadu, (India)
UNCERTAINTY PROPAGATION FOR SELECTED ANALYTICAL MILLING STABILITY LIMIT ANALYSES
 UNCERTAINTY PROPAGATION FOR SELECTED ANALYTICAL MILLING STABILITY LIMIT ANALYSES G. Scott Duncan, Mohammad H. Kurdi, Tony L. Schmitz Department of Mechanical and Aerospace Engineering University of Florida
UNCERTAINTY PROPAGATION FOR SELECTED ANALYTICAL MILLING STABILITY LIMIT ANALYSES G. Scott Duncan, Mohammad H. Kurdi, Tony L. Schmitz Department of Mechanical and Aerospace Engineering University of Florida
SCOPE OF ACCREDITATION TO ISO/IEC 17025:2005 & ANSI/NCSL Z
 SCOPE OF ACCREDITATION TO ISO/IEC 17025:2005 & ANSI/NCSL Z540-1-1994 A.A. JANSSON Inc. 2070 Airport Road Waterford, MI 48327-1204 Justin Frazzini Phone: 248 674 4811 CALIBRATION Valid To: August 31, 2016
SCOPE OF ACCREDITATION TO ISO/IEC 17025:2005 & ANSI/NCSL Z540-1-1994 A.A. JANSSON Inc. 2070 Airport Road Waterford, MI 48327-1204 Justin Frazzini Phone: 248 674 4811 CALIBRATION Valid To: August 31, 2016
Journal of Advanced Mechanical Design, Systems, and Manufacturing
 Vol., No., 7 Evaluation of Synchronous Motion in Five-axis Machining Centers With a Tilting Rotary Table * Masaomi TSUTSUMI ** Daisuke YUMIZA ** Keizo UTSUMI *** and Ryuta SATO ** **Tokyo University of
Vol., No., 7 Evaluation of Synchronous Motion in Five-axis Machining Centers With a Tilting Rotary Table * Masaomi TSUTSUMI ** Daisuke YUMIZA ** Keizo UTSUMI *** and Ryuta SATO ** **Tokyo University of
Journal of Engineering Manufacture. Study of a ball-burnishing vibration-assisted process. Journal: Part B: Journal of Engineering Manufacture
 Study of a ball-burnishing vibration-assisted process Journal: Part B: Manuscript ID: JEM--0.R Manuscript Type: Technical Note Date Submitted by the Author: n/a Complete List of Authors: Gómez-Gras, Giovanni;
Study of a ball-burnishing vibration-assisted process Journal: Part B: Manuscript ID: JEM--0.R Manuscript Type: Technical Note Date Submitted by the Author: n/a Complete List of Authors: Gómez-Gras, Giovanni;
AC axial compact fan
 ebm-papst Mulfingen GmbH & Co. KG Bachmühle D-7467 Mulfingen Phone +49 798 8-0 Fax +49 798 8-0 info@de.ebmpapst.com www.ebmpapst.com Limited partnership Headquarters Mulfingen County court Stuttgart HRA
ebm-papst Mulfingen GmbH & Co. KG Bachmühle D-7467 Mulfingen Phone +49 798 8-0 Fax +49 798 8-0 info@de.ebmpapst.com www.ebmpapst.com Limited partnership Headquarters Mulfingen County court Stuttgart HRA
AF SERIES AWEA MECHANTRONIC CO., LTD. High Performance Vertical Machining Center AGENT ISO 9001 ISO 14001
 AWEA MECHANTRONIC CO., LTD. HEADQUARTERS 629, Suezhetou Section, Kwanpu Rd., Wenshan Li, Hsinpu, Hsinchu, Taiwan TEL : +886-3-88-191 FAX : +886-3-88-19 Website : www.awea.com CENTRAL TAIWAN SCIENCE PARK
AWEA MECHANTRONIC CO., LTD. HEADQUARTERS 629, Suezhetou Section, Kwanpu Rd., Wenshan Li, Hsinpu, Hsinchu, Taiwan TEL : +886-3-88-191 FAX : +886-3-88-19 Website : www.awea.com CENTRAL TAIWAN SCIENCE PARK
214'-7" Hook Height L1 114'-10" 22,025# Version "A" (With TSK 212 Section) HOOK HEIGHT ft/m TOWER TYPE TS TSK 212
 HOOK HEIGHT ft/m TOWER TYPE TS TSK 212") PEINER SK 415 Hammerhead Tower Crane 22,025 44,050 lbs. (10 20 t) Lifting Capacity* SPECIFICATIONS C-L of hook to end of Jib 4'-10" (2) PART 33'-2" 7'-7" (4) PART BG 73'-2" TSK 214'-7" Height L1 114'-10"
PEINER SK 415 Hammerhead Tower Crane 22,025 44,050 lbs. (10 20 t) Lifting Capacity* SPECIFICATIONS C-L of hook to end of Jib 4'-10" (2) PART 33'-2" 7'-7" (4) PART BG 73'-2" TSK 214'-7" Height L1 114'-10"
Constructive and kinematics parameters of the picking device of blueberry harvester
 Agronomy Research 12(1), 25 32, 2014 Constructive and kinematics parameters of the picking device of blueberry harvester M. Arak * and J. Olt Institute of Technology, Estonian University of Life Sciences,
Agronomy Research 12(1), 25 32, 2014 Constructive and kinematics parameters of the picking device of blueberry harvester M. Arak * and J. Olt Institute of Technology, Estonian University of Life Sciences,
Vertical Multi-Spindle Automatics VSC 250/400 DUO VSC 160/250 TWIN VSC 200 TRIO
 Vertical Multi-Spindle Automatics VSC 250/400 DUO VSC 160/250 TWIN VSC 200 TRIO T H E R I G H T M A C H I N E, C R E A T E D F R O M A M O D U L A R D E S I G N : T H E V S C M U L T I - S P I N D L E
Vertical Multi-Spindle Automatics VSC 250/400 DUO VSC 160/250 TWIN VSC 200 TRIO T H E R I G H T M A C H I N E, C R E A T E D F R O M A M O D U L A R D E S I G N : T H E V S C M U L T I - S P I N D L E
URB GROUP Presentation
 G E N E R A L Presentation O R G A N I Z A T I O N C H A R T 2 T U R K E Y Established in 2005 Total Area: 25.000 m² Covered Area: 0.000 m² Production started in 2006 In ART radial bearings with bore ID
G E N E R A L Presentation O R G A N I Z A T I O N C H A R T 2 T U R K E Y Established in 2005 Total Area: 25.000 m² Covered Area: 0.000 m² Production started in 2006 In ART radial bearings with bore ID
Some Results on the Factor of the Surface Details When Turning C40 Steel Current
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 15, Issue 3 Ver. II (May. - June. 2018), PP 21-25 www.iosrjournals.org Some Results on the Factor
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 15, Issue 3 Ver. II (May. - June. 2018), PP 21-25 www.iosrjournals.org Some Results on the Factor
C-Lube Linear Way ML Linear Way L ML LWL
 -Lube Linear ay ML Linear ay L MLLL -Lube Maintenance ree Series -Lube Linear ay ML ML long term maintenance free supported! The aquamarine end plate is the symbol of maintenance free. Identification umber
-Lube Linear ay ML Linear ay L MLLL -Lube Maintenance ree Series -Lube Linear ay ML ML long term maintenance free supported! The aquamarine end plate is the symbol of maintenance free. Identification umber
Research Article An Efficient Approach for Identifying Stable Lobes with Discretization Method
 Hindawi Publishing Corporation Advances in Mechanical Engineering Volume 213, Article ID 682684, 5 pages http://dx.doi.org/1.1155/213/682684 Research Article An Efficient Approach for Identifying Stable
Hindawi Publishing Corporation Advances in Mechanical Engineering Volume 213, Article ID 682684, 5 pages http://dx.doi.org/1.1155/213/682684 Research Article An Efficient Approach for Identifying Stable
Variable Speed 20" Single and Multi-spindle, Belt Drive Industrial Drill Presses
 www.clausing-industrial.com Variable Speed 20" Single and Multi-spindle, Belt Drive Industrial Drill Presses Two Speed Variable Speeds 150-2000rpm Variable Speeds 200-1300rpm Variable Speeds 300-2000rpm
www.clausing-industrial.com Variable Speed 20" Single and Multi-spindle, Belt Drive Industrial Drill Presses Two Speed Variable Speeds 150-2000rpm Variable Speeds 200-1300rpm Variable Speeds 300-2000rpm
Fall 2014 Math 109 Exam # 1 September 24, 2014
 Fall 2014 Directions: This is a two hour exam. Clearly print your name on the first page and the top of the third page (second piece of paper). No books, notes, cell phones, or internet connection can
Fall 2014 Directions: This is a two hour exam. Clearly print your name on the first page and the top of the third page (second piece of paper). No books, notes, cell phones, or internet connection can
An NC program is a program that defines the entire sequence of a machining operation to be carried out on a particular CNC machine tool:
 Outline MC Programming I NC Program NC Codes Blocks G and M codes Other codes Programming Basic Motions Rapid travel Linear motion Circular motion Examples NC Program An NC program is a program that defines
Outline MC Programming I NC Program NC Codes Blocks G and M codes Other codes Programming Basic Motions Rapid travel Linear motion Circular motion Examples NC Program An NC program is a program that defines
Table : Specific rates of Breakage and Breakage Distribution Function for the Hammer Mill
 SOLUTIONS TO CHAPTER 12: SIZE REDUCTION EXERCISE 12.1 a) Rittinger's energy law postulated that the energy expended in crushing is proportional to the area of new surface created. Derive an expression
SOLUTIONS TO CHAPTER 12: SIZE REDUCTION EXERCISE 12.1 a) Rittinger's energy law postulated that the energy expended in crushing is proportional to the area of new surface created. Derive an expression