Cutting with geometrically undefined cutting edges
|
|
|
- Emma Brooks
- 5 years ago
- Views:
Transcription
1 Cutting with geometrically undefined cutting edges Simulation Techniques in Manufacturing Technology Lecture 10 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr. h.c. F. Klocke
2 Review: Modelling and simulation of grinding processes macroscopic microscopic Molecular Dynamics (MD) kinematics Finite Element analysis (FEA) fundamental regression artificial neural nets rule based mx+bx-cx = CU 0 sin(ωt) x, x, x x xx x x xx x x x xx physical empirical heuristic heuristic and empirical models are limited and difficult to transfer from one process to another Finite Element models are complex to apply and the necessary material properties are often not known Molecular dynamics are very fundamental fundamental models can be regression models with physical background kinematics models can be used for applicable simulations Source: CIRP Keynote Paper 2006, Brinksmeier et al. Seite 2
3 Modelled parameters in grinding roughness temperature, surface integrity Lecture 9 Lecture 10 topography, engagement forces energy wear chatter, vibration Source: CIRP Keynote 1992, Toenshoff et al. Seite 3
4 Common empirical regression models - Still in use and important fundamental topography fundamental chip thickness fundamental cutting force fundamental temperature fundamental roughness Nkin h = F'= = θz max Rt Rz = = = A 1 cgw cgw 1 e 1 e 1 a q 1 2 e 2 d eq 1 e 1 q 1 e e 1 a e 2 c gw c 1 wp q e a 2 e e α 1 λ a e e 2 v e w 3 v e c 1 e 4 d e eq c gw c 1 wp q e a 2 e 1 e A + c gw c 2 wp q e 1 e 5 e A a 1 d 1 d e6 e eq eq v 1 d eq c e e 1 e1 2 e 3 e7 w e 3 d e8 eq e w N St z a v 3 V ' 4 = n z Seite 4

5 Wear model by regression analysis regression model on basis of test results for external + internal cylindrical grinding and surface grinding wear increases with increasing specific material removal V w + decreases with higher overlap rate U d about 1100 tests ξ w = 0.1 mm³/mm l k = 1 mm with machining value ξ w = Q w / n s kinematical contact length l k = l g 1-1/q Source: Osterhaus Seite 5
6 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 6
7 Energy in grinding and turning volume related machining power turning grinding points of energy transformation Source: CIRP Keynote 1992, Toenshoff et al. workpiece a chip bonding grit b d e c tool chip d workpiece a b c about 100 µm about 10 µm a shearing zone, deformation work b rake face, friction work c cutting edge, surface work d flank, friction work e bond, friction work Seite 7
 chip")

8 The grinding process - Chip formation in grinding grinding wheel grain trajectory F t,s F n,s bond v s bulging grain (cutting edge ) chip workpiece T µ h cu eff h cu elastic deformation I II elastic and plastic deformation III elastic and plastic deformation and chip removal Seite 8
 Q kss grain (cutting edge) Q s face friction chip flank friction Q k shear energy displacement energy work piece Q w")
9 The grinding process Heat distribution in grinding P c = F t v c = P m + Q w + Q kss + Q s + Q k grinding wheel grain trajectory F t,s bond v s environment (coolant, air) Q kss grain (cutting edge) Q s face friction chip flank friction Q k shear energy displacement energy work piece Q w Seite 9
10 Theoretical chip thickness at a single grain h cu,max max. undeformed chip thickness v s d eq v w f as a e cutting speed, wheel speed equivalent diameter of the grinding wheel workpiece speed feed per grain depth of cut maximum chip thickness at the single grain h cu,max, SG 2 π d eq F c, 1/Rz, r S = f (h cu ) f as v v w c a d e eq d eq h cu,max v c a e v w Seite 10
11 Theoretical chip thickness in a grinding process h cu,max max. undeformed chip thickness v s d eq v w f as a e C stat k cutting speed, wheel speed equivalent diameter of the grinding wheel workpiece speed feed per grain depth of cut static cutting edge density constant (material dependent) α,β,γ coefficients (depending on the grinding wheel specification and the material characteristics of the workpiece) e.g. α = β = 1/3; γ = 1/6 maximum undeformed chip thickness α β 1 v w a h e cu,max k C stat vs deq F c, 1/Rz, r S = f (h cu ) f as d eq h cu,max v s a e v w γ Seite 11
12 Equivalent grinding wheel diameter external cylindrical grinding surface grinding internal cylindrical grinding d s l g d s l g d s d w l g d w a e d w a e a e d eq d d d = w s = eq s d w + d s d d eq = d d w w d s d s l g d eq l g d eq s l g d seq d w? a e d w? a e d w? a e Seite 12
13 Contact length geometrically simplified calculation of the chip length l 2 g = ae + x l g 2 2 x 2 deq deq 2 2 a a d = e = e eq 2 ½ d s -a e ½ d s x a e l g a e Seite 13
14 Characteristic values of grinding processes material removal V w and specific material removal V w V w describes the ground workpiece volume V w describes the machined workpiece volume in relation to the grinding wheel width material removal rate Q w and specific material removal rate Q w Q w describes the ground workpiece volume per time Q w describes the ground workpiece volume per time in relation to the grinding wheel width an is therewith a characteristic value for the productivity G-ratio describes the ratio of the material removal and the wear volume of the grinding wheel G = V' V' w sw Seite 14
15 Influence of the set values on the process and the result v w a e a p f r, v fr v s, n s a p v s l w v w, n w set values forces F t,n process wear r s time t c temperature ϑ result roughness y R a,z x tolerance form-/ shape error v fr Q w (a e, v w ) v c Seite 15


16 Difficulties in grinding process simulation Cutting speeds: v c m/s Temperatures: peaks above 1200 C Temperature gradients: 10 6 C/s / 10 3 C/mm Many material properties are not known within these ranges Forming speeds: ϕ up to /s v S v W Seite 16
17 There are several chip formation mechanisms! Increasing cutting speed v c Increasing engagement depth h cu Micro peeling energetically favourable mechanism high chip thickness h cu Micro continuous chipping energetically favourable mechanism high chip thickness h cu Micro ploughing energetically unfavourable removal mechanism Micro grooving V removal V forming 1 V removal V forming energetically very unfavourable removal mechanism Seite 17


18 Surface integrity of the workpiece Surface layer properties: residual stresses density structure hardness electrical, optical, thermal, magnetical properties texture structure cracks machined surface HV hardness residual stresses σ II σ Source: Brinksmeier Seite 18
19 Influence of abrasive material on surface integrity Residual stresses σ mechanical load plastic deformation reduction of density + increase of specific volume of plastically deformed area σ E compressive stress F ε the surrounding, not plastically deformed material hinders volume increase compressive stress in plastified zone tensile stresses beneath plastified zone mechanical load Seite 19
20 Influence of abrasive material on surface integrity Residual stresses s σ high thermal loads on small material area increase of specific volume + decrease of E-modulus and flow stress s E compressive stress F mechanical load e σ E tensile stress ε material volume shrinks during cooling the surrounding, not heated material hinders shrinkage tensile stresses Q thermal load Seite 20
21 Influence of abrasive material on surface integrity Residual stresses σ σ E compressive stress F mechanical load ε σ σ E Q thermal load tensile stress effects of thermal load during cbn machining can exceed mechanical effects positive compressive stresses near surface ε residual stresses σ [N/mm²] surface grinding v s = 30 m/s a e = 7 µm v w = 400 mm/s material 100 Cr6V 62 HRC corundum Source: Brinksmeier depth [µm] Seite 21

22 Surface integrity Change of structure V 40 µm w = 250 mm³/mm V 40 µm w = 1000 mm³/mm material: 16MnCr5, hard roller burnished grinding wheel: sintered corundum A 80 H 6 V grinding parameters: v c = 80 m/s; q = -120; Q w = 15 mm³/mms ext. cyl. circumferential plunge grinding cooling lubricant emulsion 5% Martensitic steels can be harmed by grinding process deformation rehardening at the surface possible annealing in deeper regions possible shown case: grinding wheel wear leads to high process temperatures V w = 1000 mm³/mm 100 µm Seite 22


23 Surface integrity Deformation cross-sectional view, etched, 1:500 X 53 Cr Mn Ni N 21 9 material structure can be deformed by grinding process 20 µm cross-sectional view, etched, 1:500 X 50 Cr Mn Ni Nb N µm Source: Lortz Seite 23

 peak")
24 Why is grinding process simulation so difficult? undefined cutting edges, complex tool high number of edges simultaneously in contact, dynamic process complex profiles dressing roller grinding wheel penetration area mechanisms in contact zone are still widely unknown (workpiece and tool) peak temperatures single grit forces cooling lubricant effects Seite 24
25 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 25
26 Energy distribution and heat flow thermal energy flows in all relevant components of the system: workpiece (q wp ) grinding wheel (q gw ) chip (q chip ) cooling lubricant (q cl ) the distribution of the heat flow can be manipulated bonding penetration path q cl grain q gw q chip v s chip Legend: P c = cutting power F t = tangential force v c = cutting speed A k = contact area q = heat flow source: Rowe, Stephenson q workpiece t = q cl + q gw + q chip + q wp q wp = P c = F F t t v A k c Seite 26

27 Das Bild kann zurzeit nicht angezeigt werden. Tasks of the cooling lubricant primary tasks reduction of the friction: grain workpiece reduction of the friction: bonding workpiece transport of thermal energy secondary tasks cleaning of grinding wheel and workpiece chip transportation corrosion protection of machine tool and workpiece Seite 27

28 Categorisation of cooling lubricants cooling lubricant non-water-mixed cooling lubricant oil emulgable concentrate water-mixed cooling lubricant water-soluble concentrate + water + water Source: DIN emulsion solution Seite 28
29 Influence of the friction on the chip formation higher friction emulsion the chip formation begins earlier bulging cutting edge chip less material flows under the cutting edge more heat generated (tendency) η Tµ cutting point h cu eff h cu I II III penetration path lower friction oil chip formation begins later bulging cutting edge chip more material flows under the cutting edge process is less efficient η Tµ cutting point h cu eff h cu lower heat production (tendency) I II III elastic springback material flow Seite 29

30 Cooling vs. lubricating chip formation goal: chip formation instead of material deformation the higher the lubrication, the higher the required normal force for the chip formation cooling required for heat reduction friction at the grain, bonding and workpiece surface lubrication required for friction reduction generally: the higher the v c, the more important is the lubrication surface grinding: high number of momentary cutting edges N mom, and lower cutting speed v c Seite 30

31 How much cooling lubricant is delivered by pores? iron core diamond tip coil grinding wheel surface maximum coolant flow within grinding gap in [l/min], v c = 100 m/s measurement direction percentage material volume [%] depth [µm] Seite 31
32 Calculation of heat flux total heat flux can be calculated from empirical data q cl q wp q gw F t q chip q t = P c = Ft v A k c total heat flux q t q = q + q + q + t cl cooling lubricant chip chip wp workpiece q gw grinding wheel q cl = R cl q t q chip = R chip q t q wp = R wp q t q gw = R gw q t Legend: P c = cutting power F t = tangential force v c = cutting speed A k = contact area q = heat flow R = partition ratio Quelle: Seite 32
33 Calculation of heat flux into workpiece 9-52 % q cl 2 12 % q gw q wp % 3 38 % F t q chip heat flux into cooling lubricant q cl assumption: cooling lubricant can take heat flux until boiling point heat flux into chip q chip assumption: chips can take heat until melting point heat flux into grinding wheel q gw grit contact analysis grinding wheel contact analysis heat into workpiece q wp can be calculated as difference of total heat flux q t (calculated from measured forces) and the assumed heat fluxes q cl, q chip and q gw Quelle: Seite 33
34 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 34
35 Principle of the FEM 2D linking-up 3D object numerical calculation of: offset expansion stress deformation speed of deformation temperature linked-up object v ε σ ϕ. ϕ ϑ material parameters: flow sheets thermal expansion coefficient grade of emissions process parameters: thermal distribution factor k w material and process parameters in the grinding process are often not available or can only be acquired very inaccurately Seite 35
![FEM for machine tool Machine optimisation by FEM FEM analysis of calculated and measured values Flexibility [µm/n] Source: WZL 1 0.](/docs-images/91/106050896/images/36-2.jpg "1 0.01 G xx G yy G zz 0.")
36 FEM for machine tool Machine optimisation by FEM FEM analysis of calculated and measured values Flexibility [µm/n] Source: WZL G xx G yy G zz Frequency [Hz] Source: WZL measuring optimisation of grinding machine optimisation of ground workpieces Seite 36


37 FEM for grinding tool Tool optimisation by FEM Optimisation of grinding layer concerning influence of centrifugal forces influence of contact forces Optimisation of grinding wheel body with regard to contact forces centrifugal forces damping abilities Source: WZL Optimal grinding wheel lay-out for every particular grinding application Seite 37

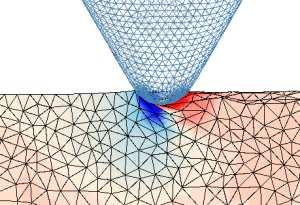
38 FEM for single grits Process optimisation by FEM Simulation of single grit cutting process determination of temperature and stress distribution in one grit determination of local temperature and stress distribution in the workpiece Simulation of complete grinding process calculation of temperature and stress distribution in the ground workpiece Source: WZL Seite 38
39 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 39
40 Example: Measured thermal dispersal factor k w thermal flow during grinding estimation of k w F t 9-52 % q cl F n 2 12 % 3 38 % q gw q chip measuring of the temperature close to the contact zone with - thermal elements, - thermal camera q wp % F t estimation of k w Q w = k w P c = k w F t v c - determination of k w during grinding is difficult - temperature in the contact zone cannot be measured directly iterate k w until the temperature at the measuring points in the model and in reality nearly match - thermal distribution factor depends on process parameters Seite 40
41 Model for temperature calculation in the grinding process adiabatic surface single-side bordered semi-infinite body l k =2l b k»l k q workpiece q v z speed of the heat source y x x model by Carslaw and Jaeger heat source has a constant and uniformly distributed heat flow density heat source moves linear and with constant speed over the surface heat source has an unlimited expansion vertical to the direction of movement the heated solid is semi-infinite, i.e. it is only limited at one side the surface of the solid is adiabatic quasi-stationary circumstances, i.e. that the residence time of the heat was long enough z Seite 41
42 From the real process to FEM cooling lubricant grinding wheel specification of the abstraction level - How are the thermal and mechanical loads described? fixing contact length l g seat υ 0 = +20 C l g - Where do the mechanical and thermal loads act? examples for heat sources heat source q w cooling surfacepressure p r cooling rectangular triangular clamping force p s workpiece v fg const. temperature level υ 0 = + 20 C clamping force p s trapezoid-shaped parabolically Seite 42


43 FEM Temperature and deformation simulation Source: Weber, IWF Braunschweig v f grinding wheel/ workpiece: grinding wheel: 89A60-219AV2 workpiece: nickel basis alloy process parameters: cutting speed v c : 26 m/s feed rate v ft : 300 mm/min specific removal rate Q : 5 mm³/mm s radial feed in f r : 1 mm contact depth a p : 12,5 mm process-/simulations parameters: tangential force F t : temperature 116 N measured 520 C at cutting measuring performance pointp c : simulated 529 C 3016 W heat distribution factor : k w = 22% Seite 43
44 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 44
45 Physical cutting simulation with FEM potential + exact simulation of the physical procedures at the grain cutting edge is possible + the elasto-plastic material behaviour will be considered challenge - exact knowledge of the material characteristics is required - material flow curves for high deformation speeds and high temperatures are necessary Seite 45
46 Split-Hopkinson-Bar-Test projectile tempered chamber front-end staff output staff probe v >> 50m/s. ϕ up to 10 4 s -1 SourceLFW, RWTH Aachen Seite 46
47 Split-Hopkinson-Bar-Test projectile tempered chamber front-end staff output staff flow stress [MPa] y 100 [%] thermal coefficient j = 0, RT 600 [C ] 900 temperature Source: LFW, RWTH Aachen k f = s (ϕ, ϕ ).. k f = f ( ϕ, ϕ, y ) y = s (T, j = 0,1) s (T = RT, j = 0,1) Seite 47
48 Single-grit scratching test kinematic: lengthwise peripheral surface grinding v f v c x v c v f y h cu,max x z L FEM-simulation v c v f h cu,max Source: WZL Aachen, IWT Bremen L Seite 48
49 Optimised lay-out of the FEM - model v x v y the whole component must be linked-up h cu, max grain moves on the contact track long simulation duration v x v y end max. in-feed depth v y v y v x start h cu, max partial linking-up around the grain grain moves in in-feed direction, workpiece in feed direction v x shorter simulation duration eraser window allowance area eraser window Seite 49

50 Optimized lay-out of the FEM - model optimized model characteristics elasto-plastic workpiece higher grid density close to the grain, to reproduce elasto-plastical material behaviour symmetry planes symmetry plane grit optimisation Seite 50

51 Single-grit-tests with the FEM - model indentation depth: 5 µm speed : 1.26 m/s spike radius : 2.5 µm material : 16MnCr5, carburised, tempered Seite 51



52 Results of the physical cutting simulation shaping of the elasto-plastic material behaviour in the model applicability to analyse and optimise of the metal removal mechanisms Seite 52






53 Results of the physical cutting simulation model speed vectors temperature residual stresses Seite 53 Source: WZL Aachen
54 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 54
55 Conclusion Grinding is a complex process with complex effects on the workpiece surface integrity Temperature modelling can be done with some assumptions about the heat fluxes Finite Element Analysis considers elasto-plastical material behaviour and simulates physical procedures at the grain cutting edge But FEA needs exact knowledge of material- and process parameters and high computer power (today only applicable for one or few grits and low cutting speeds) Source: Seite 55





56 Vision: Overall model for grinding processes numeric model of the grinding wheel process kinematic and penetrationcalculation macro- microgeometry geometry numeric modell of the workpiece macro- microgeometry geometry model to generate the abrasion of the grinding wheel kinematic cuttingparameters cutting thickness, -width, -length, -profile process models grinding forces/ -power single grain grinding wheel thermal flows process parameters superpositioning and calculating of the resulting form- and sizedeviation models to calculate the elasto-mechanic deformation spindle tool models to calculate the thermo-elastic deformation models to calculate the thermal stress Seite 56
57 Structure 1 Important Mechanisms in Chip Formation during Grinding for Modelling 2 Temperature Modelling 3 FEA Modelling 4 Macroscopic FEA 5 Microscopic FEA 6 Conclusion Seite 57



58 Molecular dynamics workpiece topography information about deformation mechanisms and surface integrity Source: CIRP Keynote Paper 2006, Brinksmeier et al. Seite 58
59 Modelling and simulation - Neuronal Networks Input: e.g.: process parameter Artificial Neuronal Network (NN) w 1 (i,j) w 2 (i,j) Output: e.g.:grinding result to calculation Phase 1: training of the NN until d < d max Phase 2: test of the NN if hit rate is sufficient Phase 3: execution mode of NN to evaluation Seite 59
Cutting with geometrically undefined cutting edges II
 Cutting with geometrically undefined cutting edges II Simulation Techniques in Manufacturing Technology Lecture 10 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology
Cutting with geometrically undefined cutting edges II Simulation Techniques in Manufacturing Technology Lecture 10 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology
Modeling and Estimation of Grinding Forces for Mono Layer cbn Grinding Wheel
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 46, P-ISSN 2347-5161 14 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Modeling
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 46, P-ISSN 2347-5161 14 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Modeling
On The Temperature and Residual Stress Field During Grinding
 On The Temperature and Residual Stress Field During Grinding S. M. H-Gangaraj, G. H. Farrahi and H. Ghadbeigi Abstract Grinding is widely used for manufacturing of components that require fine surface
On The Temperature and Residual Stress Field During Grinding S. M. H-Gangaraj, G. H. Farrahi and H. Ghadbeigi Abstract Grinding is widely used for manufacturing of components that require fine surface
INFLUENCE OF TOOL NOSE RADIUS ON THE CUTTING PERFORMANCE AND SURFACE FINISH DURING HARD TURNING WITH CBN CUTTING TOOLS 1.
 Journal of Machine Engineering, Vol. 17, No. 2, 2017 Received: 23 January 2017/ Accepted: 16 April 2017 / Published online: 12 June 2017 Wit GRZESIK 1* Krzysztof ZAK 1 Roman CHUDY 1 hardened steel, surface
Journal of Machine Engineering, Vol. 17, No. 2, 2017 Received: 23 January 2017/ Accepted: 16 April 2017 / Published online: 12 June 2017 Wit GRZESIK 1* Krzysztof ZAK 1 Roman CHUDY 1 hardened steel, surface
Lecture #2: Split Hopkinson Bar Systems
 Lecture #2: Split Hopkinson Bar Systems by Dirk Mohr ETH Zurich, Department of Mechanical and Process Engineering, Chair of Computational Modeling of Materials in Manufacturing 2015 1 1 1 Uniaxial Compression
Lecture #2: Split Hopkinson Bar Systems by Dirk Mohr ETH Zurich, Department of Mechanical and Process Engineering, Chair of Computational Modeling of Materials in Manufacturing 2015 1 1 1 Uniaxial Compression
Advanced Friction Modeling in Sheet Metal Forming
 Advanced Friction Modeling in Sheet Metal Forming J.Hol 1,a, M.V. Cid Alfaro 2, T. Meinders 3, J. Huétink 3 1 Materials innovation institute (M2i), P.O. box 58, 26 GA Delft, The Netherlands 2 Tata Steel
Advanced Friction Modeling in Sheet Metal Forming J.Hol 1,a, M.V. Cid Alfaro 2, T. Meinders 3, J. Huétink 3 1 Materials innovation institute (M2i), P.O. box 58, 26 GA Delft, The Netherlands 2 Tata Steel
Performance Enhancement of Grinding Processes Mutual Interaction between the Material Removal Process and the Machine Tool
 CONTRIBUTION Performance Enhancement of Grinding Processes Mutual Interaction between the Material Removal Process and the Machine Tool Professor Ichiro INASAKI Institute of Science and Technology Research
CONTRIBUTION Performance Enhancement of Grinding Processes Mutual Interaction between the Material Removal Process and the Machine Tool Professor Ichiro INASAKI Institute of Science and Technology Research
FE contact and thermal simulation of an alumina-steel dry sliding friction pair
 Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 35 FE contact and thermal simulation of an alumina-steel dry sliding friction pair Z. Lestyán 1, K. Váradi 1
Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 35 FE contact and thermal simulation of an alumina-steel dry sliding friction pair Z. Lestyán 1, K. Váradi 1
EMA 3702 Mechanics & Materials Science (Mechanics of Materials) Chapter 2 Stress & Strain - Axial Loading
 Chapter 2 Stress & Strain - Axial Loading") MA 3702 Mechanics & Materials Science (Mechanics of Materials) Chapter 2 Stress & Strain - Axial Loading MA 3702 Mechanics & Materials Science Zhe Cheng (2018) 2 Stress & Strain - Axial Loading Statics
MA 3702 Mechanics & Materials Science (Mechanics of Materials) Chapter 2 Stress & Strain - Axial Loading MA 3702 Mechanics & Materials Science Zhe Cheng (2018) 2 Stress & Strain - Axial Loading Statics
CUTTING MECHANICS AND SURFACE FINISH FOR TURNING WITH DIFFERENTLY SHAPED CBN TOOLS
 A R C H I V E O F M E C H A N I C A L E N G I N E E R I N G VOL. LXIV 2017 Number 3 DOI: 10.1515/meceng-2017-0021 Key words: hardened steel, surface roughness, cutting force, specific energy, corner radius
A R C H I V E O F M E C H A N I C A L E N G I N E E R I N G VOL. LXIV 2017 Number 3 DOI: 10.1515/meceng-2017-0021 Key words: hardened steel, surface roughness, cutting force, specific energy, corner radius
A Study on the Process of Granite Belt Grinding
 Key Engineering Materials Online: 2003-04-15 ISSN: 1662-9795, Vols. 238-239, pp 111-116 doi:10.4028/www.scientific.net/kem.238-239.111 2003 Trans Tech Publications, Switzerland A Study on the Process of
Key Engineering Materials Online: 2003-04-15 ISSN: 1662-9795, Vols. 238-239, pp 111-116 doi:10.4028/www.scientific.net/kem.238-239.111 2003 Trans Tech Publications, Switzerland A Study on the Process of
Influence of the working parameters at the plane grinding upon the surface roughness, upon...
 INFLUENCE OF THE WORKING PARAMETERS AT PLANE GRINDING UPON THE SURFACE ROUGHNESS, UPON THE GRINDING FORCES AND UPON THE WEAR ANGLE OF THE GRINDING WHEEL O.V. Pruteanu, Universitatea Tehnică Gh. Asachi
INFLUENCE OF THE WORKING PARAMETERS AT PLANE GRINDING UPON THE SURFACE ROUGHNESS, UPON THE GRINDING FORCES AND UPON THE WEAR ANGLE OF THE GRINDING WHEEL O.V. Pruteanu, Universitatea Tehnică Gh. Asachi
Finite Element Modeling of Chip Formation Process: Possibilities and Drawbacks
 Finite Element Modeling of Chip Formation Process: Possibilities and Drawbacks Pedro-J. ARRAZOLA; pjarrazola@eps.mondragon.edu Done UGARTE Mondragon University, Mondragon, Spain (www.eps.mondragon.edu);
Finite Element Modeling of Chip Formation Process: Possibilities and Drawbacks Pedro-J. ARRAZOLA; pjarrazola@eps.mondragon.edu Done UGARTE Mondragon University, Mondragon, Spain (www.eps.mondragon.edu);
Ratcheting and Rolling Contact Fatigue Crack Initiation Life of Rails under Service Loading. Wenyi YAN Monash University, Australia
 Ratcheting and Rolling Contact Fatigue Crack Initiation Life of Rails under Service Loading Wenyi YAN Monash University, Australia Chung Lun PUN Peter Mutton Qianhua Kan Guozheng Kang Contents Introduction
Ratcheting and Rolling Contact Fatigue Crack Initiation Life of Rails under Service Loading Wenyi YAN Monash University, Australia Chung Lun PUN Peter Mutton Qianhua Kan Guozheng Kang Contents Introduction
Bulk Metal Forming II
 Bulk Metal Forming II Simulation Techniques in Manufacturing Technology Lecture 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h.
Bulk Metal Forming II Simulation Techniques in Manufacturing Technology Lecture 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h.
Heat flux and temperature distribution in gear hobbing operations
 Available online at www.sciencedirect.com Procedia CIRP 8 (2013 ) 456 461 14 th CIRP Conference on Modeling of Machining Operations (CIRP CMMO) Heat flux and temperature distribution in gear hobbing operations
Available online at www.sciencedirect.com Procedia CIRP 8 (2013 ) 456 461 14 th CIRP Conference on Modeling of Machining Operations (CIRP CMMO) Heat flux and temperature distribution in gear hobbing operations
Mechanical Properties of Materials
 Mechanical Properties of Materials Strains Material Model Stresses Learning objectives Understand the qualitative and quantitative description of mechanical properties of materials. Learn the logic of
Mechanical Properties of Materials Strains Material Model Stresses Learning objectives Understand the qualitative and quantitative description of mechanical properties of materials. Learn the logic of
The plastic behaviour of silicon subjected to micro-indentation
 JOURNAL OF MATERIALS SCIENCE 31 (1996) 5671-5676 The plastic behaviour of silicon subjected to micro-indentation L. ZHANG, M. MAHDI Centre for Advanced Materials Technology, Department of Mechanical and
JOURNAL OF MATERIALS SCIENCE 31 (1996) 5671-5676 The plastic behaviour of silicon subjected to micro-indentation L. ZHANG, M. MAHDI Centre for Advanced Materials Technology, Department of Mechanical and
TE 75R RESEARCH RUBBER FRICTION TEST MACHINE
 TE 75R RESEARCH RUBBER FRICTION TEST MACHINE Background: The Research Rubber Friction Test Machine offers the ability to investigate fully the frictional behaviour of rubbery materials both in dry and
TE 75R RESEARCH RUBBER FRICTION TEST MACHINE Background: The Research Rubber Friction Test Machine offers the ability to investigate fully the frictional behaviour of rubbery materials both in dry and
Residual stress in geometric features subjected to laser shock. peening
 Residual stress in geometric features subjected to laser shock peening M. Achintha 1*, D. Nowell 2 1 Engineering and the Environment, University of Southampton, UK 2 Department of Engineering Science,
Residual stress in geometric features subjected to laser shock peening M. Achintha 1*, D. Nowell 2 1 Engineering and the Environment, University of Southampton, UK 2 Department of Engineering Science,
Figure 2-1: Stresses under axisymmetric circular loading
 . Stresses in Pavements.1. Stresses in Fleible Pavements.1.1. Stresses in Homogeneous Mass Boussinesq formulated models for the stresses inside an elastic half-space due to a concentrated load applied
. Stresses in Pavements.1. Stresses in Fleible Pavements.1.1. Stresses in Homogeneous Mass Boussinesq formulated models for the stresses inside an elastic half-space due to a concentrated load applied
Finite element simulation of residual stresses in laser heating
 IAS-2008-66-546ST Finite element simulation of residual stresses in laser heating G. H. Farrahi 1, M. Sistaninia 2, H. Moeinoddini 3 1,2-School of Mechanical Engineering, Sharif University of Technology,
IAS-2008-66-546ST Finite element simulation of residual stresses in laser heating G. H. Farrahi 1, M. Sistaninia 2, H. Moeinoddini 3 1,2-School of Mechanical Engineering, Sharif University of Technology,
STANDARD SAMPLE. Reduced section " Diameter. Diameter. 2" Gauge length. Radius
 MATERIAL PROPERTIES TENSILE MEASUREMENT F l l 0 A 0 F STANDARD SAMPLE Reduced section 2 " 1 4 0.505" Diameter 3 4 " Diameter 2" Gauge length 3 8 " Radius TYPICAL APPARATUS Load cell Extensometer Specimen
MATERIAL PROPERTIES TENSILE MEASUREMENT F l l 0 A 0 F STANDARD SAMPLE Reduced section 2 " 1 4 0.505" Diameter 3 4 " Diameter 2" Gauge length 3 8 " Radius TYPICAL APPARATUS Load cell Extensometer Specimen
Simulation in Manufacturing Technology
 Simulation in Manufacturing Technology Lecture 8: Principles of Cutting Prof.Dr.-Ing. ritz Klocke Seite 1 Structure of the lecture Introduction: Metal Cutting The Cutting Part Tool-in-Hand System Terms
Simulation in Manufacturing Technology Lecture 8: Principles of Cutting Prof.Dr.-Ing. ritz Klocke Seite 1 Structure of the lecture Introduction: Metal Cutting The Cutting Part Tool-in-Hand System Terms
Fig. 1. Circular fiber and interphase between the fiber and the matrix.
 Finite element unit cell model based on ABAQUS for fiber reinforced composites Tian Tang Composites Manufacturing & Simulation Center, Purdue University West Lafayette, IN 47906 1. Problem Statement In
Finite element unit cell model based on ABAQUS for fiber reinforced composites Tian Tang Composites Manufacturing & Simulation Center, Purdue University West Lafayette, IN 47906 1. Problem Statement In
Introduction to Engineering Materials ENGR2000. Dr. Coates
 Introduction to Engineering Materials ENGR2 Chapter 6: Mechanical Properties of Metals Dr. Coates 6.2 Concepts of Stress and Strain tension compression shear torsion Tension Tests The specimen is deformed
Introduction to Engineering Materials ENGR2 Chapter 6: Mechanical Properties of Metals Dr. Coates 6.2 Concepts of Stress and Strain tension compression shear torsion Tension Tests The specimen is deformed
Research Collection. Thermal issues in 5-axis machine tools. Conference Paper. ETH Library
 Research Collection Conference Paper Thermal issues in 5-axis machine tools Author(s): Wegener, Konrad; Gebhardt, Michael; Mayr, Josef; Knapp, Wolfgang Publication Date: 2014 Permanent Link: https://doi.org/10.3929/ethz-a-010268704
Research Collection Conference Paper Thermal issues in 5-axis machine tools Author(s): Wegener, Konrad; Gebhardt, Michael; Mayr, Josef; Knapp, Wolfgang Publication Date: 2014 Permanent Link: https://doi.org/10.3929/ethz-a-010268704
CHAPTER 6 MECHANICAL PROPERTIES OF METALS PROBLEM SOLUTIONS
 CHAPTER 6 MECHANICAL PROPERTIES OF METALS PROBLEM SOLUTIONS Concepts of Stress and Strain 6.1 Using mechanics of materials principles (i.e., equations of mechanical equilibrium applied to a free-body diagram),
CHAPTER 6 MECHANICAL PROPERTIES OF METALS PROBLEM SOLUTIONS Concepts of Stress and Strain 6.1 Using mechanics of materials principles (i.e., equations of mechanical equilibrium applied to a free-body diagram),
12/8/2009. Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka
 Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction and classes of properties Case studies showing selection of the right material for the job Deformation of material under the action of a
Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction and classes of properties Case studies showing selection of the right material for the job Deformation of material under the action of a
Design of Beams (Unit - 8)
") Design of Beams (Unit - 8) Contents Introduction Beam types Lateral stability of beams Factors affecting lateral stability Behaviour of simple and built - up beams in bending (Without vertical stiffeners)
Design of Beams (Unit - 8) Contents Introduction Beam types Lateral stability of beams Factors affecting lateral stability Behaviour of simple and built - up beams in bending (Without vertical stiffeners)
ANALYSIS OF RESONANCE OF A SURFACE GRINDER
 ISSN: 0976-2876 (Print) ISSN: 2250-0138(Online) ANALYSIS OF RESONANCE OF A SURFACE GRINDER RAJ REDDY 1 Department of Mechanical Engineering, BKIT,Bhalki, Karnataka, India ABSTRACT The structure of a surface
ISSN: 0976-2876 (Print) ISSN: 2250-0138(Online) ANALYSIS OF RESONANCE OF A SURFACE GRINDER RAJ REDDY 1 Department of Mechanical Engineering, BKIT,Bhalki, Karnataka, India ABSTRACT The structure of a surface
Design against fluctuating load
 Design against fluctuating load In many applications, the force acting on the spring is not constants but varies in magnitude with time. The valve springs of automotive engine subjected to millions of
Design against fluctuating load In many applications, the force acting on the spring is not constants but varies in magnitude with time. The valve springs of automotive engine subjected to millions of
NUMERICAL AND EXPERIMENTAL STUDY OF FAILURE IN STEEL BEAMS UNDER IMPACT CONDITIONS
 Blucher Mechanical Engineering Proceedings May 2014, vol. 1, num. 1 www.proceedings.blucher.com.br/evento/10wccm NUMERICAL AND EXPERIMENTAL STUDY OF FAILURE IN STEEL BEAMS UNDER IMPACT CONDITIONS E. D.
Blucher Mechanical Engineering Proceedings May 2014, vol. 1, num. 1 www.proceedings.blucher.com.br/evento/10wccm NUMERICAL AND EXPERIMENTAL STUDY OF FAILURE IN STEEL BEAMS UNDER IMPACT CONDITIONS E. D.
ROTATING RING. Volume of small element = Rdθbt if weight density of ring = ρ weight of small element = ρrbtdθ. Figure 1 Rotating ring
 ROTATIONAL STRESSES INTRODUCTION High centrifugal forces are developed in machine components rotating at a high angular speed of the order of 100 to 500 revolutions per second (rps). High centrifugal force
ROTATIONAL STRESSES INTRODUCTION High centrifugal forces are developed in machine components rotating at a high angular speed of the order of 100 to 500 revolutions per second (rps). High centrifugal force
Members Subjected to Torsional Loads
 Members Subjected to Torsional Loads Torsion of circular shafts Definition of Torsion: Consider a shaft rigidly clamped at one end and twisted at the other end by a torque T = F.d applied in a plane perpendicular
Members Subjected to Torsional Loads Torsion of circular shafts Definition of Torsion: Consider a shaft rigidly clamped at one end and twisted at the other end by a torque T = F.d applied in a plane perpendicular
Stresses Analysis of Petroleum Pipe Finite Element under Internal Pressure
 ISSN : 48-96, Vol. 6, Issue 8, ( Part -4 August 06, pp.3-38 RESEARCH ARTICLE Stresses Analysis of Petroleum Pipe Finite Element under Internal Pressure Dr.Ragbe.M.Abdusslam Eng. Khaled.S.Bagar ABSTRACT
ISSN : 48-96, Vol. 6, Issue 8, ( Part -4 August 06, pp.3-38 RESEARCH ARTICLE Stresses Analysis of Petroleum Pipe Finite Element under Internal Pressure Dr.Ragbe.M.Abdusslam Eng. Khaled.S.Bagar ABSTRACT
Influence of a DLC Coating on the Temperature and Friction in a Helical Tooth Flank Contact
 Influence of a DLC Coating on the Temperature and Friction in a Helical Tooth Flank Contact, Lars Bobach, Dirk Bartel Institute of Machine Design Chair of Machine Elements and Tribology Otto von Guericke
Influence of a DLC Coating on the Temperature and Friction in a Helical Tooth Flank Contact, Lars Bobach, Dirk Bartel Institute of Machine Design Chair of Machine Elements and Tribology Otto von Guericke
Transactions on Engineering Sciences vol 1, 1993 WIT Press, ISSN
 Contact analysis in clamping-roller free-wheel clutches K. Diirkopp, W. Jorden Laboratorium fur Konstruktionslehre, Uni-GH- Paderborn, D~4 790 Paderborn, Germany ABSTRACT Free-wheels are coupling devices
Contact analysis in clamping-roller free-wheel clutches K. Diirkopp, W. Jorden Laboratorium fur Konstruktionslehre, Uni-GH- Paderborn, D~4 790 Paderborn, Germany ABSTRACT Free-wheels are coupling devices
RESEARCH AND MEASUREMENTS OF VELOCITY FIELD DURING EXTRUSION PROCESS
 XIX IMEKO World Congress Fundamental and Applied Metrology September 6-11, 29, Lisbon, Portugal RESEARCH AND MEASUREMENTS OF VELOCITY FIELD DURING EXTRUSION PROCESS Leo Gusel 1, Rebeka Rudolf 1 1 Faculty
XIX IMEKO World Congress Fundamental and Applied Metrology September 6-11, 29, Lisbon, Portugal RESEARCH AND MEASUREMENTS OF VELOCITY FIELD DURING EXTRUSION PROCESS Leo Gusel 1, Rebeka Rudolf 1 1 Faculty
A new model for surface roughness evolution in the Chemical Mechanical Polishing (CMP) process
 process") A new model for surface roughness evolution in the Chemical Mechanical Polishing (CMP) process G. Savio, R. Meneghello, G. Concheri DAUR - Laboratory of Design Methods and Tools in Industrial Engineering
A new model for surface roughness evolution in the Chemical Mechanical Polishing (CMP) process G. Savio, R. Meneghello, G. Concheri DAUR - Laboratory of Design Methods and Tools in Industrial Engineering
Control of Manufacturing Process
 Control of Manufacturing Process Subject 2.830 Spring 2004 Lecture #2 Process Modeling for Control February 5, 2004 Key Topics Process Taxonomy for Control Classifying the Universe of Processes Control
Control of Manufacturing Process Subject 2.830 Spring 2004 Lecture #2 Process Modeling for Control February 5, 2004 Key Topics Process Taxonomy for Control Classifying the Universe of Processes Control
Thermal loads on optical glass
 Version October 2018 1 Introduction In some applications optical glasses have to endure thermal loads: Finishing procedures for optical elements like lenses, prisms, beam splitters and so on involve thermal
Version October 2018 1 Introduction In some applications optical glasses have to endure thermal loads: Finishing procedures for optical elements like lenses, prisms, beam splitters and so on involve thermal
Status of the target for the undulatorbased positron source
 Status of the target for the undulatorbased positron source POSIPOL 2018, Geneva Switzerland September 3 rd, 2018 Sabine Riemann, Felix Dietrich, DESY, Gudrid Moortgat-Pick, Andriy Ushakov (Hamburg U)
Status of the target for the undulatorbased positron source POSIPOL 2018, Geneva Switzerland September 3 rd, 2018 Sabine Riemann, Felix Dietrich, DESY, Gudrid Moortgat-Pick, Andriy Ushakov (Hamburg U)
3D cutting force analysis in worn-tool finish hard turning. Jianwen Hu, Hui Song and Y. Kevin Chou*
 Int. J. Machining and Machinability of Materials, Vol. 4, No. 1, 2008 3 3D cutting force analysis in worn-tool finish hard turning Jianwen Hu, Hui Song and Y. Kevin Chou* Department of Mechanical Engineering,
Int. J. Machining and Machinability of Materials, Vol. 4, No. 1, 2008 3 3D cutting force analysis in worn-tool finish hard turning Jianwen Hu, Hui Song and Y. Kevin Chou* Department of Mechanical Engineering,
The University of Melbourne Engineering Mechanics
 The University of Melbourne 436-291 Engineering Mechanics Tutorial Four Poisson s Ratio and Axial Loading Part A (Introductory) 1. (Problem 9-22 from Hibbeler - Statics and Mechanics of Materials) A short
The University of Melbourne 436-291 Engineering Mechanics Tutorial Four Poisson s Ratio and Axial Loading Part A (Introductory) 1. (Problem 9-22 from Hibbeler - Statics and Mechanics of Materials) A short
ME 383S Bryant February 17, 2006 CONTACT. Mechanical interaction of bodies via surfaces
 ME 383S Bryant February 17, 2006 CONTACT 1 Mechanical interaction of bodies via surfaces Surfaces must touch Forces press bodies together Size (area) of contact dependent on forces, materials, geometry,
ME 383S Bryant February 17, 2006 CONTACT 1 Mechanical interaction of bodies via surfaces Surfaces must touch Forces press bodies together Size (area) of contact dependent on forces, materials, geometry,
Simulation of process of hot pilgrim rolling
 Simulation of process of hot pilgrim rolling YURY B. CHECHULIN, Doctor of Engineering Science, Professor EVGENY U. RASKATOV, Doctor of Engineering Science, Professor YURY A. POPOV, post-graduate student
Simulation of process of hot pilgrim rolling YURY B. CHECHULIN, Doctor of Engineering Science, Professor EVGENY U. RASKATOV, Doctor of Engineering Science, Professor YURY A. POPOV, post-graduate student
Lecture 8: Tissue Mechanics
 Computational Biology Group (CoBi), D-BSSE, ETHZ Lecture 8: Tissue Mechanics Prof Dagmar Iber, PhD DPhil MSc Computational Biology 2015/16 7. Mai 2016 2 / 57 Contents 1 Introduction to Elastic Materials
Computational Biology Group (CoBi), D-BSSE, ETHZ Lecture 8: Tissue Mechanics Prof Dagmar Iber, PhD DPhil MSc Computational Biology 2015/16 7. Mai 2016 2 / 57 Contents 1 Introduction to Elastic Materials
Process Model for Honing Larger Gears
 technical Process Model for Honing Larger Gears Fritz Klocke, Markus Brumm and Marco Kampka Hard finishing technology, e.g. honing is used to manufacture high-performance gears. Gear honing is primarily
technical Process Model for Honing Larger Gears Fritz Klocke, Markus Brumm and Marco Kampka Hard finishing technology, e.g. honing is used to manufacture high-performance gears. Gear honing is primarily
CHAPTER 3 THE EFFECTS OF FORCES ON MATERIALS
 CHAPTER THE EFFECTS OF FORCES ON MATERIALS EXERCISE 1, Page 50 1. A rectangular bar having a cross-sectional area of 80 mm has a tensile force of 0 kn applied to it. Determine the stress in the bar. Stress
CHAPTER THE EFFECTS OF FORCES ON MATERIALS EXERCISE 1, Page 50 1. A rectangular bar having a cross-sectional area of 80 mm has a tensile force of 0 kn applied to it. Determine the stress in the bar. Stress
Sound Radiation Of Cast Iron
 Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 2002 Sound Radiation Of Cast Iron N. I. Dreiman Tecumseh Products Company Follow this and
Purdue University Purdue e-pubs International Compressor Engineering Conference School of Mechanical Engineering 2002 Sound Radiation Of Cast Iron N. I. Dreiman Tecumseh Products Company Follow this and
Modified Symmetry Cell Approach for Simulation of Surface Enhancement Over Large Scale Structures
 Modified Symmetry Cell Approach for Simulation of Surface Enhancement Over Large Scale Structures T. Spradlin 1, R. Grandhi 2, and K. Langer 3 1 Doctoral Candidate, Wright State University, USA 2 Distinguished
Modified Symmetry Cell Approach for Simulation of Surface Enhancement Over Large Scale Structures T. Spradlin 1, R. Grandhi 2, and K. Langer 3 1 Doctoral Candidate, Wright State University, USA 2 Distinguished
Analysis of contact deformation between a coated flat plate and a sphere and its practical application
 Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 307 Analysis of contact deformation between a coated flat plate and a sphere and its practical application T.
Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 307 Analysis of contact deformation between a coated flat plate and a sphere and its practical application T.
Module 5: Failure Criteria of Rock and Rock masses. Contents Hydrostatic compression Deviatoric compression
 FAILURE CRITERIA OF ROCK AND ROCK MASSES Contents 5.1 Failure in rocks 5.1.1 Hydrostatic compression 5.1.2 Deviatoric compression 5.1.3 Effect of confining pressure 5.2 Failure modes in rocks 5.3 Complete
FAILURE CRITERIA OF ROCK AND ROCK MASSES Contents 5.1 Failure in rocks 5.1.1 Hydrostatic compression 5.1.2 Deviatoric compression 5.1.3 Effect of confining pressure 5.2 Failure modes in rocks 5.3 Complete
Chapter 7. Highlights:
 Chapter 7 Highlights: 1. Understand the basic concepts of engineering stress and strain, yield strength, tensile strength, Young's(elastic) modulus, ductility, toughness, resilience, true stress and true
Chapter 7 Highlights: 1. Understand the basic concepts of engineering stress and strain, yield strength, tensile strength, Young's(elastic) modulus, ductility, toughness, resilience, true stress and true
16.20 HANDOUT #2 Fall, 2002 Review of General Elasticity
 6.20 HANDOUT #2 Fall, 2002 Review of General Elasticity NOTATION REVIEW (e.g., for strain) Engineering Contracted Engineering Tensor Tensor ε x = ε = ε xx = ε ε y = ε 2 = ε yy = ε 22 ε z = ε 3 = ε zz =
6.20 HANDOUT #2 Fall, 2002 Review of General Elasticity NOTATION REVIEW (e.g., for strain) Engineering Contracted Engineering Tensor Tensor ε x = ε = ε xx = ε ε y = ε 2 = ε yy = ε 22 ε z = ε 3 = ε zz =
Project PAJ2 Dynamic Performance of Adhesively Bonded Joints. Report No. 3 August Proposed Draft for the Revision of ISO
 NPL Report CMMT(A)81 Project PAJ2 Dynamic Performance of Adhesively Bonded Joints Report No. 3 August 1997 Proposed Draft for the Revision of ISO 11003-2 Adhesives - Determination of Shear Behaviour of
NPL Report CMMT(A)81 Project PAJ2 Dynamic Performance of Adhesively Bonded Joints Report No. 3 August 1997 Proposed Draft for the Revision of ISO 11003-2 Adhesives - Determination of Shear Behaviour of
Tool edge radius effect on cutting temperature in micro-end-milling process
 Int J Adv Manuf Technol (2011) 52:905 912 DOI 10.1007/s00170-010-2795-z ORIGINAL ARTICLE Tool edge radius effect on cutting temperature in micro-end-milling process Kai Yang & Ying-chun Liang & Kang-ning
Int J Adv Manuf Technol (2011) 52:905 912 DOI 10.1007/s00170-010-2795-z ORIGINAL ARTICLE Tool edge radius effect on cutting temperature in micro-end-milling process Kai Yang & Ying-chun Liang & Kang-ning
SPRING-BACK PREDICTION FOR STAMPINGS FROM THE THIN STAINLESS SHEETS
 SPRING-BACK PREDICTION FOR STAMPINGS FROM THE THIN STAINLESS SHEETS PAVEL SOLFRONK, JIRI SOBOTKA, MICHAELA KOLNEROVA, LUKAS ZUZANEK Technical University of Liberec Faculty of Mechanical Engineering Department
SPRING-BACK PREDICTION FOR STAMPINGS FROM THE THIN STAINLESS SHEETS PAVEL SOLFRONK, JIRI SOBOTKA, MICHAELA KOLNEROVA, LUKAS ZUZANEK Technical University of Liberec Faculty of Mechanical Engineering Department
Optimization of blank dimensions to reduce springback in the flexforming process
 Journal of Materials Processing Technology 146 (2004) 28 34 Optimization of blank dimensions to reduce springback in the flexforming process Hariharasudhan Palaniswamy, Gracious Ngaile, Taylan Altan ERC
Journal of Materials Processing Technology 146 (2004) 28 34 Optimization of blank dimensions to reduce springback in the flexforming process Hariharasudhan Palaniswamy, Gracious Ngaile, Taylan Altan ERC
COMPRESSION AND BENDING STIFFNESS OF FIBER-REINFORCED ELASTOMERIC BEARINGS. Abstract. Introduction
 COMPRESSION AND BENDING STIFFNESS OF FIBER-REINFORCED ELASTOMERIC BEARINGS Hsiang-Chuan Tsai, National Taiwan University of Science and Technology, Taipei, Taiwan James M. Kelly, University of California,
COMPRESSION AND BENDING STIFFNESS OF FIBER-REINFORCED ELASTOMERIC BEARINGS Hsiang-Chuan Tsai, National Taiwan University of Science and Technology, Taipei, Taiwan James M. Kelly, University of California,
ME 243. Mechanics of Solids
 ME 243 Mechanics of Solids Lecture 2: Stress and Strain Ahmad Shahedi Shakil Lecturer, Dept. of Mechanical Engg, BUET E-mail: sshakil@me.buet.ac.bd, shakil6791@gmail.com Website: teacher.buet.ac.bd/sshakil
ME 243 Mechanics of Solids Lecture 2: Stress and Strain Ahmad Shahedi Shakil Lecturer, Dept. of Mechanical Engg, BUET E-mail: sshakil@me.buet.ac.bd, shakil6791@gmail.com Website: teacher.buet.ac.bd/sshakil
MECHANICS OF MATERIALS Sample Problem 4.2
 Sample Problem 4. SOLUTON: Based on the cross section geometry, calculate the location of the section centroid and moment of inertia. ya ( + Y Ad ) A A cast-iron machine part is acted upon by a kn-m couple.
Sample Problem 4. SOLUTON: Based on the cross section geometry, calculate the location of the section centroid and moment of inertia. ya ( + Y Ad ) A A cast-iron machine part is acted upon by a kn-m couple.
Review of Thermal Joint Resistance Models for Non-Conforming Rough Surfaces in a Vacuum
 Review of Thermal Joint Resistance Models for Non-Conforming Rough Surfaces in a Vacuum M. Bahrami J. R. Culham M. M. Yovanovich G. E. Schneider Department of Mechanical Engineering Microelectronics Heat
Review of Thermal Joint Resistance Models for Non-Conforming Rough Surfaces in a Vacuum M. Bahrami J. R. Culham M. M. Yovanovich G. E. Schneider Department of Mechanical Engineering Microelectronics Heat
TEST FOR PENETRABILITY OF 10GHMBA STEEL USED FOR THE BALLISTIC SAFETY SHIELDS
 Journal of KONES Powertrain and Transport, Vol. 19, No. 4 01 TEST FOR PENETRABILITY OF 10GHMBA STEEL USED FOR THE BALLISTIC SAFETY SHIELDS Agata Za ska-fornal Gdynia Naval Academy Department of Mathematics
Journal of KONES Powertrain and Transport, Vol. 19, No. 4 01 TEST FOR PENETRABILITY OF 10GHMBA STEEL USED FOR THE BALLISTIC SAFETY SHIELDS Agata Za ska-fornal Gdynia Naval Academy Department of Mathematics
Bearing Technologies: An Overview
 Bearing Technologies: An Overview Dr. H. Hirani Assistant Professor, Mechanical Engineering INDIAN INSTITUTE OF TECHNOLOGY BOMBAY I.I.T. Bombay 1 I.I.T. Bombay Computer Hard disk with read/write head Tribo-Pair
Bearing Technologies: An Overview Dr. H. Hirani Assistant Professor, Mechanical Engineering INDIAN INSTITUTE OF TECHNOLOGY BOMBAY I.I.T. Bombay 1 I.I.T. Bombay Computer Hard disk with read/write head Tribo-Pair
GENERALISED COMPUTATIONAL ANALYSIS OF CONTACT FATIGUE INITIATION
 UNIVERSITY OF MARIBOR FACULTY OF MECHANICAL ENGINEERING NAFEMS/FENET GENERALISED COMPUTATIONAL ANALYSIS OF CONTACT FATIGUE INITIATION M. Šraml, Z. Ren,, J. Flašker ker,, I. Potrč, M.Ulbin Zurich, June
UNIVERSITY OF MARIBOR FACULTY OF MECHANICAL ENGINEERING NAFEMS/FENET GENERALISED COMPUTATIONAL ANALYSIS OF CONTACT FATIGUE INITIATION M. Šraml, Z. Ren,, J. Flašker ker,, I. Potrč, M.Ulbin Zurich, June
FEM Analysis of a CVT Pulley
 FEM Analysis of a CVT Pulley A. Del Grande Piaggio & C. SpA Viale Rinaldo Piaggio, 25 56025 Pontedera (Pisa) - ITALY R. Testi Piaggio & C. SpA Viale Rinaldo Piaggio, 25 56025 Pontedera (Pisa) ITALY Abstract
FEM Analysis of a CVT Pulley A. Del Grande Piaggio & C. SpA Viale Rinaldo Piaggio, 25 56025 Pontedera (Pisa) - ITALY R. Testi Piaggio & C. SpA Viale Rinaldo Piaggio, 25 56025 Pontedera (Pisa) ITALY Abstract
Structural Analysis I Chapter 4 - Torsion TORSION
 ORSION orsional stress results from the action of torsional or twisting moments acting about the longitudinal axis of a shaft. he effect of the application of a torsional moment, combined with appropriate
ORSION orsional stress results from the action of torsional or twisting moments acting about the longitudinal axis of a shaft. he effect of the application of a torsional moment, combined with appropriate
OPTIMIZATION OF MACHINING PARAMETERS USING DESIRABILITY FUNCTION ANALYSIS AND ANOVA FOR THERMO-MECHANICAL FORM DRILLING
 International Journal of Industrial Engineering & Technology (IJIET) ISSN(P): 2277-4769; ISSN(E): 2278-9456 Vol. 4, Issue 1, Feb 2014, 19-26 TJPRC Pvt. Ltd. OPTIMIZATION OF MACHINING PARAMETERS USING DESIRABILITY
International Journal of Industrial Engineering & Technology (IJIET) ISSN(P): 2277-4769; ISSN(E): 2278-9456 Vol. 4, Issue 1, Feb 2014, 19-26 TJPRC Pvt. Ltd. OPTIMIZATION OF MACHINING PARAMETERS USING DESIRABILITY
NUMERICAL INVESTIGATION OF A THREE-DIMENSIONAL DISC-PAD MODEL WITH AND WITHOUT THERMAL EFFECTS
 THERMAL SCIENCE: Year 2015, Vol. 19, No. 6, pp. 2195-2204 2195 NUMERICAL INVESTIGATION OF A THREE-DIMENSIONAL DISC-PAD MODEL WITH AND WITHOUT THERMAL EFFECTS by Ali BELHOCINE * Faculty of Mechanical Engineering,
THERMAL SCIENCE: Year 2015, Vol. 19, No. 6, pp. 2195-2204 2195 NUMERICAL INVESTIGATION OF A THREE-DIMENSIONAL DISC-PAD MODEL WITH AND WITHOUT THERMAL EFFECTS by Ali BELHOCINE * Faculty of Mechanical Engineering,
A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker
 Journal of Materials Processing Technology 79 (1998) 217 223 A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker K.P. Maity *, N.S. Das Department of Mechanical Engineering,
Journal of Materials Processing Technology 79 (1998) 217 223 A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker K.P. Maity *, N.S. Das Department of Mechanical Engineering,
Prediction of geometric dimensions for cold forgings using the finite element method
 Journal of Materials Processing Technology 189 (2007) 459 465 Prediction of geometric dimensions for cold forgings using the finite element method B.Y. Jun a, S.M. Kang b, M.C. Lee c, R.H. Park b, M.S.
Journal of Materials Processing Technology 189 (2007) 459 465 Prediction of geometric dimensions for cold forgings using the finite element method B.Y. Jun a, S.M. Kang b, M.C. Lee c, R.H. Park b, M.S.
Application of Taguchi method in optimization of control parameters of grinding process for cycle time reduction Snehil A. Umredkar 1, Yash Parikh 2
 Application of Taguchi method in optimization of control parameters of grinding process for cycle time reduction Snehil A. Umredkar, Yash Parikh 2 (Department of Mechanical Engineering, Symbiosis Institute
Application of Taguchi method in optimization of control parameters of grinding process for cycle time reduction Snehil A. Umredkar, Yash Parikh 2 (Department of Mechanical Engineering, Symbiosis Institute
Load Sequence Interaction Effects in Structural Durability
 Load Sequence Interaction Effects in Structural Durability M. Vormwald 25. Oktober 200 Technische Universität Darmstadt Fachgebiet Werkstoffmechanik Introduction S, S [ log] S constant amplitude S variable
Load Sequence Interaction Effects in Structural Durability M. Vormwald 25. Oktober 200 Technische Universität Darmstadt Fachgebiet Werkstoffmechanik Introduction S, S [ log] S constant amplitude S variable
PREDICTION THE JOMINY CURVES BY MEANS OF NEURAL NETWORKS
 Tomislav Filetin, Dubravko Majetić, Irena Žmak Faculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Croatia PREDICTION THE JOMINY CURVES BY MEANS OF NEURAL NETWORKS ABSTRACT:
Tomislav Filetin, Dubravko Majetić, Irena Žmak Faculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Croatia PREDICTION THE JOMINY CURVES BY MEANS OF NEURAL NETWORKS ABSTRACT:
Simulation of the cutting action of a single PDC cutter using DEM
 Petroleum and Mineral Resources 143 Simulation of the cutting action of a single PDC cutter using DEM B. Joodi, M. Sarmadivaleh, V. Rasouli & A. Nabipour Department of Petroleum Engineering, Curtin University,
Petroleum and Mineral Resources 143 Simulation of the cutting action of a single PDC cutter using DEM B. Joodi, M. Sarmadivaleh, V. Rasouli & A. Nabipour Department of Petroleum Engineering, Curtin University,
DESIGN OF A HIGH SPEED TRAIN USING A MULTIPHYSICAL APPROACH
 DESIGN OF A HIGH SPEED TRAIN USING A MULTIPHYSICAL APPROACH Aitor Berasarte Technologies Management Area Technology Division CAF WHAT DO WE ANALYSE? AERODYNAMICS STRUCTURAL ANALYSIS DYNAMICS NOISE & VIBRATIONS
DESIGN OF A HIGH SPEED TRAIN USING A MULTIPHYSICAL APPROACH Aitor Berasarte Technologies Management Area Technology Division CAF WHAT DO WE ANALYSE? AERODYNAMICS STRUCTURAL ANALYSIS DYNAMICS NOISE & VIBRATIONS
U.S. South America Workshop. Mechanics and Advanced Materials Research and Education. Rio de Janeiro, Brazil. August 2 6, Steven L.
 Computational Modeling of Composite and Functionally Graded Materials U.S. South America Workshop Mechanics and Advanced Materials Research and Education Rio de Janeiro, Brazil August 2 6, 2002 Steven
Computational Modeling of Composite and Functionally Graded Materials U.S. South America Workshop Mechanics and Advanced Materials Research and Education Rio de Janeiro, Brazil August 2 6, 2002 Steven
Table of Contents. Foreword... Introduction...
 Table of Contents Foreword.... Introduction.... xi xiii Chapter 1. Fundamentals of Heat Transfer... 1 1.1. Introduction... 1 1.2. A review of the principal modes of heat transfer... 1 1.2.1. Diffusion...
Table of Contents Foreword.... Introduction.... xi xiii Chapter 1. Fundamentals of Heat Transfer... 1 1.1. Introduction... 1 1.2. A review of the principal modes of heat transfer... 1 1.2.1. Diffusion...
SIMULATION FOR INSTABLE FLOATING OF HYDRODYNAMIC GUIDES DURING ACCELERATION AND AT CONSTANT VELOCITY 1. INTRODUCTION
 Journal of Machine Engineering, 08, Vol. 8, No., 5 5 ISSN 895-7595 (Print) ISSN 9-807 (Online) Received: December 07 / Accepted: 0 August 08 / Published online: 8 September 08 Yingying ZHANG * Volker WITTSTOCK
Journal of Machine Engineering, 08, Vol. 8, No., 5 5 ISSN 895-7595 (Print) ISSN 9-807 (Online) Received: December 07 / Accepted: 0 August 08 / Published online: 8 September 08 Yingying ZHANG * Volker WITTSTOCK
Effect of embedment depth and stress anisotropy on expansion and contraction of cylindrical cavities
 Effect of embedment depth and stress anisotropy on expansion and contraction of cylindrical cavities Hany El Naggar, Ph.D., P. Eng. and M. Hesham El Naggar, Ph.D., P. Eng. Department of Civil Engineering
Effect of embedment depth and stress anisotropy on expansion and contraction of cylindrical cavities Hany El Naggar, Ph.D., P. Eng. and M. Hesham El Naggar, Ph.D., P. Eng. Department of Civil Engineering
For ASME Committee use only.
 ð15þ KD-232 PROTECTION AGAINST LOCAL FAILURE In addition to demonstrating protection against plastic collapse as defined in KD-231, the local failure criteria below shall be satisfied. KD-232.1 Elastic
ð15þ KD-232 PROTECTION AGAINST LOCAL FAILURE In addition to demonstrating protection against plastic collapse as defined in KD-231, the local failure criteria below shall be satisfied. KD-232.1 Elastic
Characterisation of the mechanical behaviour of a polyurethane elastomer based on indentation and tensile creep experiments
 Materials Characterisation VI 3 Characterisation of the mechanical behaviour of a polyurethane elastomer based on indentation and tensile creep experiments B. Buffel 1, K. Vanstreels 2, F. Desplentere
Materials Characterisation VI 3 Characterisation of the mechanical behaviour of a polyurethane elastomer based on indentation and tensile creep experiments B. Buffel 1, K. Vanstreels 2, F. Desplentere
Use of Zarka s Method at FHL
 Use of Zarka s Method at FHL Hartwig Hübel Andreas Kretzschmar (FH Lausitz) Theory Implementation in ANSYS xperience Cracow March 11, 2003 Background, History 3 in nuclear industry: elastic-plastic response
Use of Zarka s Method at FHL Hartwig Hübel Andreas Kretzschmar (FH Lausitz) Theory Implementation in ANSYS xperience Cracow March 11, 2003 Background, History 3 in nuclear industry: elastic-plastic response
Lecture 15 Strain and stress in beams
 Spring, 2019 ME 323 Mechanics of Materials Lecture 15 Strain and stress in beams Reading assignment: 6.1 6.2 News: Instructor: Prof. Marcial Gonzalez Last modified: 1/6/19 9:42:38 PM Beam theory (@ ME
Spring, 2019 ME 323 Mechanics of Materials Lecture 15 Strain and stress in beams Reading assignment: 6.1 6.2 News: Instructor: Prof. Marcial Gonzalez Last modified: 1/6/19 9:42:38 PM Beam theory (@ ME
A Numerical Approach on the Design of a Sustainable Turning Insert
 Proceedings of the Pakistan Academy of Sciences: A. Physical and Computational Sciences 54 (4): 339 345 (2017) Copyright Pakistan Academy of Sciences ISSN: 2518-4245 (print), 2518-4253 (online) Pakistan
Proceedings of the Pakistan Academy of Sciences: A. Physical and Computational Sciences 54 (4): 339 345 (2017) Copyright Pakistan Academy of Sciences ISSN: 2518-4245 (print), 2518-4253 (online) Pakistan
Using the Timoshenko Beam Bond Model: Example Problem
 Using the Timoshenko Beam Bond Model: Example Problem Authors: Nick J. BROWN John P. MORRISSEY Jin Y. OOI School of Engineering, University of Edinburgh Jian-Fei CHEN School of Planning, Architecture and
Using the Timoshenko Beam Bond Model: Example Problem Authors: Nick J. BROWN John P. MORRISSEY Jin Y. OOI School of Engineering, University of Edinburgh Jian-Fei CHEN School of Planning, Architecture and
Overview of High Temperature and Thermo-mechanical Fatigue (TMF)
") Overview of High Temperature and Thermo-mechanical Fatigue (TMF) Mechanical Science and Engineering, University of Illinois, Urbana, Il. 61801 Tel : 217 333 4112 Fax: 217 244 6534 e-mail: huseyin@illinois.edu
Overview of High Temperature and Thermo-mechanical Fatigue (TMF) Mechanical Science and Engineering, University of Illinois, Urbana, Il. 61801 Tel : 217 333 4112 Fax: 217 244 6534 e-mail: huseyin@illinois.edu
Heat flux distribution model in grinding from an inverse heat transfer analysis and foil/workpiece thermocouple measurements
 20 mm Heat flux distribution model in grinding from an inverse heat transfer analysis and foil/workpiece thermocouple measurements B. Lavisse 1, O. Sinot 2, A. Lefebvre 2, B. Weiss 2, E. Henrion 2, A.
20 mm Heat flux distribution model in grinding from an inverse heat transfer analysis and foil/workpiece thermocouple measurements B. Lavisse 1, O. Sinot 2, A. Lefebvre 2, B. Weiss 2, E. Henrion 2, A.
A multiscale framework for lubrication analysis of bearings with textured surface
 A multiscale framework for lubrication analysis of bearings with textured surface *Leiming Gao 1), Gregory de Boer 2) and Rob Hewson 3) 1), 3) Aeronautics Department, Imperial College London, London, SW7
A multiscale framework for lubrication analysis of bearings with textured surface *Leiming Gao 1), Gregory de Boer 2) and Rob Hewson 3) 1), 3) Aeronautics Department, Imperial College London, London, SW7
Technical Report TR
 Simulation-Based Engineering Lab University of Wisconsin-Madison Technical Report TR-2016-16 Using the Complementarity and Penalty Methods for Solving Frictional Contact Problems in Chrono: Validation
Simulation-Based Engineering Lab University of Wisconsin-Madison Technical Report TR-2016-16 Using the Complementarity and Penalty Methods for Solving Frictional Contact Problems in Chrono: Validation
Tushar R Banode, S B Patil. Abstract
 International Engineering Research Journal Experimental stress, Thermal analysis and Topology optimization of Disc brake using strain gauging technique and FEA Tushar R Banode, S B Patil Mechanical EngineeringDepartment,
International Engineering Research Journal Experimental stress, Thermal analysis and Topology optimization of Disc brake using strain gauging technique and FEA Tushar R Banode, S B Patil Mechanical EngineeringDepartment,
Rigid pavement design
 Rigid pavement design Lecture Notes in Transportation Systems Engineering Prof. Tom V. Mathew Contents 1 Overview 1 1.1 Modulus of sub-grade reaction.......................... 2 1.2 Relative stiffness
Rigid pavement design Lecture Notes in Transportation Systems Engineering Prof. Tom V. Mathew Contents 1 Overview 1 1.1 Modulus of sub-grade reaction.......................... 2 1.2 Relative stiffness
The FEA Code of LASCAD
 The FEA Code of LASCAD Konrad Altmann LAS-CAD GmbH Heat removal and thermal lensing constitute key problems for the design of laser cavities for solid-state lasers (SSL, DPSSL etc.). To compute thermal
The FEA Code of LASCAD Konrad Altmann LAS-CAD GmbH Heat removal and thermal lensing constitute key problems for the design of laser cavities for solid-state lasers (SSL, DPSSL etc.). To compute thermal
Part 7. Nonlinearity
 Part 7 Nonlinearity Linear System Superposition, Convolution re ( ) re ( ) = r 1 1 = r re ( 1 + e) = r1 + r e excitation r = r() e response In the time domain: t rt () = et () ht () = e( τ) ht ( τ) dτ
Part 7 Nonlinearity Linear System Superposition, Convolution re ( ) re ( ) = r 1 1 = r re ( 1 + e) = r1 + r e excitation r = r() e response In the time domain: t rt () = et () ht () = e( τ) ht ( τ) dτ
Finite element simulations of fretting contact systems
 Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 45 Finite element simulations of fretting contact systems G. Shi, D. Backman & N. Bellinger Structures and Materials
Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 45 Finite element simulations of fretting contact systems G. Shi, D. Backman & N. Bellinger Structures and Materials
EE 5344 Introduction to MEMS CHAPTER 6 Mechanical Sensors. 1. Position Displacement x, θ 2. Velocity, speed Kinematic
 I. Mechanical Measurands: 1. Classification of main types: EE 5344 Introduction MEMS CHAPTER 6 Mechanical Sensors 1. Position Displacement x, θ. Velocity, speed Kinematic dx dθ v =, = ω 3. Acceleration
I. Mechanical Measurands: 1. Classification of main types: EE 5344 Introduction MEMS CHAPTER 6 Mechanical Sensors 1. Position Displacement x, θ. Velocity, speed Kinematic dx dθ v =, = ω 3. Acceleration
Application of Discrete Element Method to Study Mechanical Behaviors of Ceramic Breeder Pebble Beds. Zhiyong An, Alice Ying, and Mohamed Abdou UCLA
 Application of Discrete Element Method to Study Mechanical Behaviors of Ceramic Breeder Pebble Beds Zhiyong An, Alice Ying, and Mohamed Abdou UCLA Presented at CBBI-4 Petten, The Netherlands September
Application of Discrete Element Method to Study Mechanical Behaviors of Ceramic Breeder Pebble Beds Zhiyong An, Alice Ying, and Mohamed Abdou UCLA Presented at CBBI-4 Petten, The Netherlands September
LHC Collimators for Phase 1
 The LHC Collimation project LHC Collimators for Phase 1 Effects of the 450GeV accident case (TT40 experiment) on the jaw metal support (preliminary report) 71st Collimator design meeting 01/09/2005 Alessandro
The LHC Collimation project LHC Collimators for Phase 1 Effects of the 450GeV accident case (TT40 experiment) on the jaw metal support (preliminary report) 71st Collimator design meeting 01/09/2005 Alessandro