Finite Element Modeling of Chip Formation Process: Possibilities and Drawbacks
|
|
|
- Reynold Hubbard
- 5 years ago
- Views:
Transcription



1 Finite Element Modeling of Chip Formation Process: Possibilities and Drawbacks Pedro-J. ARRAZOLA; Done UGARTE Mondragon University, Mondragon, Spain ( Tfno: (Ext:33); Fax: HIGH SPEED CUTTING MICRO MILLING MACHINABILITY CHIP FORMATION STUDY MONDRAGON CAD/CAM SPAIN GRINDING FINITE ELEMENT MODELLING
2 . Outline. Motivation. Possibilities 3. Drawbacks 4. Conclusions and future work 7../6
3 Why machining modelling?. Motivation Machining accounts for more than % of the total added value of all products manufactured in industrialized countries [Mer98] In the United States of America [Jaw]: The appropriate cutting tool is chosen less than in the % of the cases. The tool is employed in the optimum cutting speed the 8% of the time. Only the 38% of the tools are employed during all the life-time 7../6 3
, 996-7-6")

4 . Motivation Accident triggered by a machining defect: catastrophic turbine disk breakage MD88 Accident: Pensacola (Floride), Origin : Chip couldn t exit properly when drilling (chip jamming), which promoted a thermal affected zone and a crack initiation 7../6 4




5 . Motivation MACHINING MODELLING: MULTISCALE MACRO MESO MICRO [Ort3] 7../6

6 . Motivation MACHINING MODELLING: 3D VERSUS D MACHINING 3D MACHINING D MACHINED MACHINED SURFACE: SURFACE: NOT NOT MODELLED MODELLED IN IN D D WORKPIECE MACHINED MACHINED SURFACE: SURFACE: MODELLED MODELLED IN IN D D CHIP WORKPIECE Vc DIAMETER DIAMETER OF OF MM MM 7../6 6
")

 Minimum Element dimension :,")
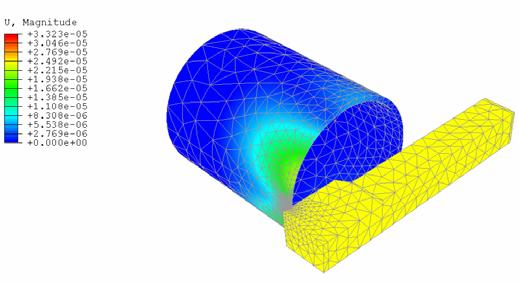
7 . Motivation 3D MACHINING MODELLING: ABAQUS/EXPLICIT (SHEAR FAILURE) WORKPIECE WORKPIECE Computer:,6 GHz y 8 Gb RAM memory Computational time: hours hours/,9ms of machining time (with mass scaling) Minimum Element dimension :, microns.º 7../6 7
8 . Motivation ABLE TO PREDICT THE DIFFERENCES BETWEEN TWO STEELS WITH VERY DIFFERENT MACHINABILITY RATE? C,4 Cr,44 AISI44 STEEL Mo,6 Mn,784 Si,339 S, Ca,3 Al,3 Workpiece material: AISI-44 Tool material: P Cutting speed - V : 3 m/min Undeformed chip thickness - t :. mm Rake angle - γ :6º Clearance angle - α : 6º Cutting edge radius - rh : 4μm Fe [Bit93] [Gro96] C Cr Mo Mn Si S Ca Al B.U.L.: S,Mn,4,96,8,64,8,7,4,7 AISI 44 WITH CALCIUM TREATMENT [Bel7] [Bel8] [Ler84] [Nor89] [Mae] [Ham] [Bit93] 7../6 8
9 . Motivation ABLE TO PREDICT THE SERRATED CHIP FORMATION? GEOMETRY Rake angle - γ :6º Clearance angle - α : 6º Cutting edge radius - r h : 4μm Workpiece material: AISI-44 Tool material: P Cutting speed - V : 3 m/min Undeformed chip thickness - t :. mm Deformation in all the chip γ > CONTINUOUS SERRATED γ < GEOMETRY Rake angle - γ : -6º Clearance angle - α : 6º Cutting edge radius - r h : 4μm Non-deformed material Adiabatic Shear banding: μm [Pom7][Rec64] [Kom8][Bar] /6 9
10 IS FEM OF CHIP FORMATION ABLE TO DISTINGUISH?: MACHINABILITY? SERRATED CHIP? BUILT UP EDGE? RESIDUAL STRESSES? WEAR? CHIP SHAPE? SECTORS. Motivation CUTTING S MANUFACTURERS [MAR9], [CHEN4] [MAR9], [CHEN4] (D) COMPONENTS SUPPLIERS FOR AUTOMOTIVE, AERONAUTICS SECTORS STEEL MAKERS 7../6
11 . Motivation INPUT CALCULATION OUTPUT Cutting parameters : Cutting speed Depth of cut Undeformed chip thickness. Tool geometry : Rake angle Clearance angle Cutting edge radius Workpiece and tool material : Flow stress (workpiece) Thermal Conductivity Specific heat. Inelastic heat fraction Elastic modulus Tool-chip contact : Friction coefficient Thermal resistance. Heat partition factor Friction energy transformed into heat WORKPIECE WORKPIECE CHIP CHIP Cutting and feed forces Tool-chip contact length Chip thickness Temperature Stress Hydrostatic pressure Normal stress Tangential stress Plastic strain Strain rate Chip speed Plastic and friction energies... Tool life Surface roughness Accuracy Surface integrity (Residual stresses) Stability Chip shape 7../6
 Thermal Conductivity Specific heat.")
12 . Motivation INPUT EXPERIMENTAL OUTPUT Cutting parameters : Cutting speed Depth of cut Undeformed chip thickness. Tool geometry : Rake angle Clearance angle Cutting edge radius Workpiece and tool material : Flow stress (workpiece) Thermal Conductivity Specific heat. Inelastic heat fraction Elastic modulus Tool-chip contact : Friction coefficient Thermal resistance. Heat partition factor Friction energy transformed into heat Cutting and feed forces Tool-chip contact length Chip thickness Temperature Stress Hydrostatic pressure Normal stress Tangential stress Plastic strain Strain rate Chip speed Plastic and friction energies... Tool life Surface roughness Accuracy Surface integrity (Residual stresses) Stability Chip shape 7../6



13 CHIP CHIP RAKE SURFACE RAKE SURFACE. Motivation CUTTING PROCESS: THERMO-MECHANICAL-CHEMICAL COUPLED PART PART Primary shear zone ε eq :- ε eq: 4 - s - T: 4-6 K T:.-.. K/s Secondary shear zone ε eq :-4 ε eq: 4 - s - T: 8- K :.-.. K/s T CUTTING EDGE CUTTING EDGE Material separation In some cases material stuck CLEARANCE SURFACE CLEARANCE SURFACE COMPLEX PROBLEM 7../6 3



14 . Possibilities ST STEP: FINITE ELEMENT MODEL SET UP WORKPIECE nd STEP: QUALITATIVE VALIDATION Temperature(ºC) 3 rd STEP:SENSITIVITY STUDY θγ =3K θγ =3K m =. m =. 7../6 4
 -6 +6 Undeformed chip thickness h (mm rev - ),,3 Cutting speed - v (m min - ) 3 4 : 6 TESTS γ r β :. mm r β :.")
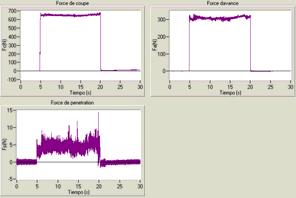
15 . Possibilities QUALITATIVE VALIDATION: FORCES Average value Experimental 89 N AdvantEdge 6 N Abaqus 6 N FEED FORCE (F f ) V t VARIABLE VALUES Level (-) Level (+) Cutting edge radius r β (mm).. Rake angle - γ o (º) Undeformed chip thickness h (mm rev - ),,3 Cutting speed - v (m min - ) 3 4 : 6 TESTS γ r β :. mm r β :. mm r h -8% -6% -4% -% % % 4% 6% 8% % QUALITATIVE RESULTS: GOOD AGREEMENT QUANTITATIVE RESULTS: SOME REMARKABLE DIFERENCES SHOULD BE EXPECTED!!: VARYING ELEMENT DIMENSION FROM TO 4 HAS 36% INFLUENCE 7../6

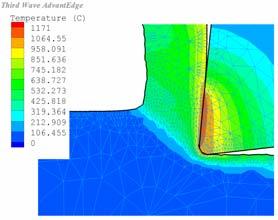
16 . Possibilities QUALITATIVE VALIDATION: TEMPERATURES CUTTING SPEED - v : - 3 m/min UNDEFORMED CHIP THICKNESS - h :.3 mm RAKE ANGLE - γ : - 6º CUTTING EDGE RADIUS - r β : μm WORKPIECE MATERIAL: AISI-44 MATERIAL: P INCREASE V C 3 m min - T=K V c : m/min t =.3 mm/rev ε=.4 low range filter AVERAGE Valeur moyenne VALUE AdvantEdge_MS 3 K Abaqus 46 K Experimental K? V FEM MODEL: GOOD ENOUGH!! t γ V c :3 m/min t =.3 mm/rev ε=.6 high range filter r h -3% -% -% % % % 3% 4% QUALITATIVE RESULTS: GOOD RESULTS QUANTITATIVE RESULTS: SOME REMARKABLE DIFERENCES 7../6 6
 CUTTING SPEED (V): m - UND. CHIP THICKNESS (t ):.")

: m- UND. CHIP THICKNESS (t ):.3 mm FEM MODEL: GOOD ENOUGH!! 7.")
17 . Possibilities QUALITATIVE VALIDATION: SERRATED CHIP [Arr7] Plastic strain ( ε pl ) CUTTING SPEED (V): m - UND. CHIP THICKNESS (t ):. mm CUTTING SPEED - v : - 6 m/min UNDEFORMED CHIP THICKNESS - h :.3 mm RAKE ANGLE - γ : - 6º CUTTING EDGE RADIUS - r β : μm COMPUTATIONAL TIME : 6 h/millisecond (WITH MASS SCALING OPTION) WORKPIECE MATERIAL: AISI-44 MATERIAL: P ELEMENT DIMENSION : CUTTING SPEED (V): m- UND. CHIP THICKNESS (t ):.3 mm FEM MODEL: GOOD ENOUGH!! 7../6 FASTCAM-ULTIMA APX-RS K MONOCROMO FINANCIAL SUPPORT: FEDER AND C.I.C. margune 7
![. Possibilities QUALITATIVE VALIDATION: POSITION OF MAXIMUM TEMEPERATURE [Arr7] Temperature (K) 6 438 7 947](/docs-images/87/96953435/images/18-1.jpg "784 6 47 93 CUTTING SPEED - v : - 6 m/min UNDEFORMED CHIP THICKNESS - h :.")
 WORKPIECE MATERIAL: AISI-44 MATERIAL: P ELEMENT DIMENSION :.")
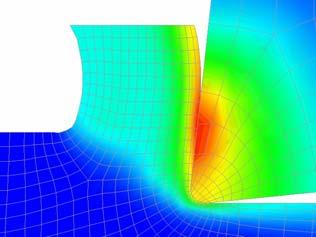
18 . Possibilities QUALITATIVE VALIDATION: POSITION OF MAXIMUM TEMEPERATURE [Arr7] Temperature (K) CUTTING SPEED - v : - 6 m/min UNDEFORMED CHIP THICKNESS - h :.3 mm RAKE ANGLE - γ : 6º CUTTING EDGE RADIUS - r β : μm COMPUTATIONAL TIME : 6 h/millisecond (WITH MASS SCALING OPTION) WORKPIECE MATERIAL: AISI-44 MATERIAL: P ELEMENT DIMENSION : CUTTING EDGE FEM MODEL: GOOD ENOUGH!! RAKE SURFACE CRATER WEAR 7../6 8
19 INPUT 3. Drawbacks CALCULATION OUTPUT Cutting parameters : Cutting speed Depth of cut Undeformed chip thickness. Tool geometry : Rake angle Clearance angle Cutting edge radius Workpiece and tool material : Flow stress (workpiece) Thermal Conductivity Specific heat. Inelastic heat fraction Elastic modulus Tool-chip contact : Friction coefficient Thermal resistance. Heat partition factor Friction energy transformed into heat PARAMETERS IDENTIFICATION Parameters Unsuitable mechanical tests Models WORKPIECE WORKPIECE CHIP CHIP F.E.M. MODEL SET UP Formulation: ALE, Boundary conditions Mesh topology Element dimension LACK OF ROBUSTNESS COMPUTATIONAL TIME Cutting and feed forces Tool-chip contact length Chip thickness Temperature Stress Hydrostatic pressure Normal stress Tangential stress Plastic strain Strain rate Chip speed Plastic and friction energies... Tool life Surface roughness Accuracy Surface integrity (Residual stresses) Stability Chip shape VALIDATION Cost Uncertainty 7../6 9
 ] [ + ( )] w θ σ A B ε C ln & ε & ε θm θ CONDUCTIVITY - k SPECIFIC HEAT - c INELASTIC HEAT FRACTION -β EXAMPLE: m =.")
20 3. Drawbacks SENSITIVITY STUDY INPUT PARAMETERS OUTPUT PARAMETERS TEMPERATURE(K)? θγ =3K MATERIAL PARAMETERS MATERIAL BEHAVIOUR: A,B,C,n, m m n θ = [ + ( ) ] [ + ( )] w θ σ A B ε C ln & ε & ε θm θ CONDUCTIVITY - k SPECIFIC HEAT - c INELASTIC HEAT FRACTION -β EXAMPLE: m =. WORKPIECE CHIP THICKNESS (mm)? θγ =6K CONTACT PARAMETERS FRICTION COEFICIENT - μ γ THERMAL CONDUCTANCE K i HEAT PARTITION COEFICIENT - Γ FRICTION ENERGY TRANSFORMED INTO HEAT -η PARAMETERS PROCESS AND NUMERICAL PARAMETERS FIXED -CHIP CONTACT LENGTH CUTTING FORCE FEED FORCE VON MISES STRESS /6
21 3. Drawbacks CONTACT INPUT PARAMETERS MATERIAL ENTRY PARAMETERS EFFETS OVER THE NUMERICAL MODEL A-(Mpa) B-(MPa) n C η K i (W m - K - ) Γ ,-, FRICTION ENERGY E F -(J) MATERIAL INPUT m.- PARAMETERS λ w (W m - K- ) μ γ.-. PROCESS v (m.min - ) -3 PARAMETERS h(m.tr - ) NUM. PAR. LESS THAN % REFERENCE VALUES PARAMETERS λ s (W m - K - ) c w (J Kg - K - ) c s (J Kg - K - ) β Num. elements RANGE TEMPER. θγ -(K) 4 BETWEN %-% VON MISES STRESS σ vm -(MPa) 348 -CHIP CONTACT LENGTH KB o -(mm).3 CHIP THICKNE SS h c (mm).3 CUTTING FORCE F v -(N) 4 BETWEN %-% FEED FORCE F f -(N) 3 TOTAL ENERGY E-(J) 6. MORE THAN % PLASTIC ENERGY E P -(J) /6
22 3. Drawbacks CONTACT INPUT PARAMETERS MATERIAL ENTRY PARAMETERS EFFETS OVER THE NUMERICAL MODEL A-(Mpa) B-(MPa) n C η K i (W m - K - ) Γ ,-, FRICTION ENERGY E F -(J) MATERIAL INPUT m.- PARAMETERS λ w (W m - K- ) μ γ.-. PROCESS v (m.min - ) -3 PARAMETERS h(m.tr - ) NUM. PAR. LESS THAN % REFERENCE VALUES PARAMETERS λ s (W m - K - ) c w (J Kg - K - ) c s (J Kg - K - ) β Num. elements RANGE TEMPER. θγ -(K) 4 BETWEN %-% VON MISES STRESS σ vm -(MPa) 348 -CHIP CONTACT LENGTH KB o -(mm).3 CHIP THICKNE SS h c (mm).3 CUTTING FORCE F v -(N) 4 BETWEN %-% FEED FORCE F f -(N) 3 TOTAL ENERGY E-(J) 6. MORE THAN % PLASTIC ENERGY E P -(J) /6
23 3. Drawbacks CONTACT INPUT PARAMETERS MATERIAL ENTRY PARAMETERS EFFETS OVER THE NUMERICAL MODEL A-(Mpa) B-(MPa) n C η K i (W m - K - ) Γ ,-, FRICTION ENERGY E F -(J) MATERIAL INPUT m.- PARAMETERS λ w (W m - K- ) μ γ.-. PROCESS v (m.min - ) -3 PARAMETERS h(m.tr - ) NUM. PAR. LESS THAN % REFERENCE VALUES PARAMETERS λ s (W m - K - ) c w (J Kg - K - ) c s (J Kg - K - ) β Num. elements RANGE TEMPER. θγ -(K) 4 BETWEN %-% VON MISES STRESS σ vm -(MPa) 348 -CHIP CONTACT LENGTH KB o -(mm).3 CHIP THICKNE SS h c (mm).3 CUTTING FORCE F v -(N) 4 BETWEN %-% FEED FORCE F f -(N) 3 TOTAL ENERGY E-(J) 6. MORE THAN % PLASTIC ENERGY E P -(J) /6 3
:.3 mm CUTTING SPEED (V ): 3 m - CUTTING EDGE RADIUS - r h : μm EMISSIVITY-(ε)=.")
24 3. Drawbacks I.R. CAMERA: WORKPIECE MATERIAL INFLUENCE MACHINABILITY RATE AISI 44PLUS TO AISI 44E AISI 44PLUS ε=.6 high range filter T=4K >6% 7../6 AISI 44E ε=.6 high range filter MATERIAL: P RAKE ANGLE - γ : 6º UNDEFORMED CHIP THICKNESS (t ):.3 mm CUTTING SPEED (V ): 3 m - CUTTING EDGE RADIUS - r h : μm EMISSIVITY-(ε)=.6 MACHINING TIME: s 4
25 3. Drawbacks INPUT CALCULATION OUTPUT Cutting parameters : Cutting speed Depth of cut Undeformed chip thickness. Tool geometry : Rake angle Clearance angle Cutting edge radius Workpiece and tool material : Flow stress (workpiece) Thermal Conductivity Specific heat. Inelastic heat fraction Elastic modulus Tool-chip contact : Friction coefficient Thermal resistance. Heat partition factor Friction energy transformed into heat WORKPIECE WORKPIECE CHIP CHIP F.E.M. MODEL SET UP Formulation: ALE, Boundary conditions Mesh topology Element dimension LACK OF ROBUSTNESS COMPUTATIONAL TIME Cutting and feed forces Tool-chip contact length Chip thickness Temperature Stress Hydrostatic pressure Normal stress Tangential stress Plastic strain Strain rate Chip speed Plastic and friction energies... Tool life Surface roughness Accuracy Surface integrity (Residual stresses) Stability Chip shape 7../6

![[Lei99] [Don] [Lin] [McC] [Söh] [Mam] [Kal] [Ued3] [Shi3] [Ng3].](/docs-images/87/96953435/images/26-2.jpg ".. [Sek93] [Mar9] [Fou99] [Mad] [Cer] [Mar] ADVANTEDGE, DEFORM... 7.")
26 3. Drawbacks 3D MODEL SET UP: FORMULATIONS LAGRANGIAN FORMULATION SEPARATION LINE REMESHING [Tay74] [Str8] [Obi97] [Hua96] [Beh99] [Lei99] [Don] [Lin] [McC] [Söh] [Mam] [Kal] [Ued3] [Shi3] [Ng3]... [Sek93] [Mar9] [Fou99] [Mad] [Cer] [Mar] ADVANTEDGE, DEFORM /6 6

![LAGRANGIAN EULERIAN [Car88] [Str9]](/docs-images/87/96953435/images/27-2.jpg "[Mor93] [Str97] [Ath98] [Leo99]")
![[Mae].](/docs-images/87/96953435/images/27-3.jpg "[Joy94] [Pan96] [Bac] [Mov] [Olo]")
27 3. Drawbacks 3D MODEL SET UP: FORMULATIONS EULERIAN ARBITRARY LAGRANGIAN EULERIAN [Car88] [Str9] [Mor93] [Str97] [Ath98] [Leo99] [Mae]. [Joy94] [Pan96] [Bac] [Mov] [Olo] [Altb] [Mes] [Arra] [Adi3] [Arr7] 7../6 7
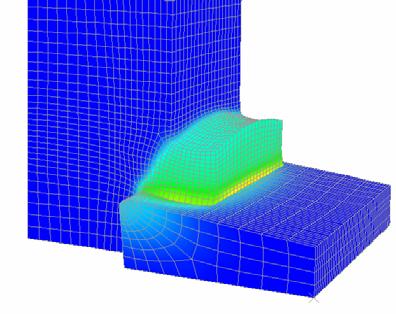
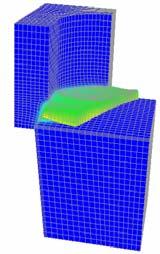
28 3. Drawbacks 3D MODEL SET UP: TIME COMSUMING NUMERICAL MODEL: D_ONE_STEP Free surface Entry material SOFTWARE : ABAQUS EXPLICIT (v6./6.3) FORMULATION : A.L.E. ELEMNT TYPE : CPE4RT WORKPIECE MATERIAL BEHAVOIUR LAW: JOHNSON-COOK (4CD4U) [Gro96] MATERIAL: P CONTACT: COULOMB MODEL (μ=,3) [Gro96] MACHINING TIME: 3ms (mm)/ 36 hours calculation time CUTTING SPEED - V : m/min-6 m/min UNDEFORMED CHIP THICKNESS - t :, /. /,3 mm RAKE ANGLE - γ : +6º/-6 CLEARANCE ANGLE - α : 6º CUTTING EDGE RADIUS - rh : μm Model X4 WITH MASS SCALING X8 WITH MASS SCALING N. Elements (h=.3mm,γ o =6º) Element dimension (mm) Min Exit chip Tool Heat transfer allowed Heat transfer not allowed Constraint on material speed Material flow allowed Constraint on mesh Constraint on material Max Workpiece Exit material Computational time (hour/millisecond) Computer: GHz y Gb RAM memory 7../6 8
 Thermal Conductivity Specific heat.")
29 3. Drawbacks INPUT CALCULATION OUTPUT Cutting parameters : Cutting speed Depth of cut Undeformed chip thickness. Tool geometry : Rake angle Clearance angle Cutting edge radius Workpiece and tool material : Flow stress (workpiece) Thermal Conductivity Specific heat. Inelastic heat fraction Elastic modulus Tool-chip contact : Friction coefficient Thermal resistance. Heat partition factor Friction energy transformed into heat WORKPIECE WORKPIECE CHIP CHIP Cutting and feed forces Tool-chip contact length Chip thickness Temperature Stress Hydrostatic pressure Normal stress Tangential stress Plastic strain Strain rate Chip speed Plastic and friction energies... Tool life Surface roughness Accuracy Surface integrity (Residual stresses) Stability Chip shape VALIDATION Cost Uncertainty 7../6 9


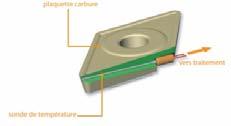



30 3. Drawbacks VALIDATION Characterisation T measurement Strain and strain rate measurement Forces, chip thickness, contact length IR IR Thermography Pyrometry Inserted Thermocouples HSF Camera Dynamometry, microscopy 7../6 3

:.")
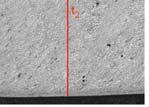
31 TEMPERATURE MEASUREMENT: MEASURED ZONE: OUTSIDE SURFACE 94K -4K 3. Drawbacks 38K Surface where the temperature is measured >.mm CUTTING EDGE Hsm7.avi p=3mm MAXIMUM TEMPERATURE OVER RAKE SURFACE WORKPIECE MATERIAL: AISI-44 MATERIAL: P RAKE ANGLE - γ : 6º UNDEFORMED CHIP THICKNESS (t ):. mm CUTTING SPEED (V ): 3 m - CUTTING EDGE RADIUS - r h : μm [Usu78] >K difference between the border and the middle 7../6 3
32 3. Drawbacks SOME UNCERTAINTY SOURCES I.R. Temperature measurement Emissivity Experimental set-up Calibration of the camera Wavelength (not gray body) Temperature + Extrapolations? Surface roughness Process oxidation Repeteability due to emissivity measurement errors Relative positioning of the chip over the rake-face Variation of viewing angle Different filters Calibration curves 7../6 3
33 CONCLUSIONS (-): 4. Conclusions and future work -Several parameters have remarkable influence in numerical cutting results: A, B, C, m, μ γ but K i, Γ as well (temperature): all contact parameters - Experimental data: lack of proper equipment. Extrapolation 3- Inverse simulation: could not be a solution 4- Parameter identification uncertainty in order to estimate F.E.M. one - Model coefficients will depend on fitting method 6- Lack of proper models for material and contact behaviour 7- F.E.M. is not able to make the difference between standard steel and other with improved machinability 8- Lack of robustness in quantitative results: input paramenters (including numerical ones) 7../6 33
34 CONCLUSIONS (+) 4. Conclusions and future work 9- Computational time reduction: clusters, mass scaling option - Experimental validation is costly, time consuming and still high uncertainty - Abaqus: lack robustness when setting up the model 8-F.E.M. can give tips for improving machining process 9- F.E.M. of chip formation: powerful quantitative tool to develop cutting process: influence of cutting conditions on temperature, residual stresses.. NEED FOR SHARING KNOWLEDGE AND WORKING TOGETHER!!!!! 7../6 34



35 . Questions THANK YOU ARE THERE ANY QUESTIONS? WORKPIECE WORKPIECE F.E.M. MODEL 3D ABAQUS/EXPLICIT 7../6 3
3D Finite Element Analysis of Drilling of Ti-6Al-4V Alloy
 International Conference on Computer Information Systems and Industrial Applications (CISIA 215) 3D Finite Element Analysis of Drilling of Ti-6Al-4V Alloy Y. Su, D.D. Chen, L. Gong College of Mechanical
International Conference on Computer Information Systems and Industrial Applications (CISIA 215) 3D Finite Element Analysis of Drilling of Ti-6Al-4V Alloy Y. Su, D.D. Chen, L. Gong College of Mechanical
A Numerical Approach on the Design of a Sustainable Turning Insert
 Proceedings of the Pakistan Academy of Sciences: A. Physical and Computational Sciences 54 (4): 339 345 (2017) Copyright Pakistan Academy of Sciences ISSN: 2518-4245 (print), 2518-4253 (online) Pakistan
Proceedings of the Pakistan Academy of Sciences: A. Physical and Computational Sciences 54 (4): 339 345 (2017) Copyright Pakistan Academy of Sciences ISSN: 2518-4245 (print), 2518-4253 (online) Pakistan
Effect offriction onthe Cutting Forces in High Speed Orthogonal Turning of Al 6061-T6
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 11, Issue 2 Ver. VII (Mar- Apr. 2014), PP 78-83 Effect offriction onthe Cutting Forces in High Speed
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 11, Issue 2 Ver. VII (Mar- Apr. 2014), PP 78-83 Effect offriction onthe Cutting Forces in High Speed
Tool edge radius effect on cutting temperature in micro-end-milling process
 Int J Adv Manuf Technol (2011) 52:905 912 DOI 10.1007/s00170-010-2795-z ORIGINAL ARTICLE Tool edge radius effect on cutting temperature in micro-end-milling process Kai Yang & Ying-chun Liang & Kang-ning
Int J Adv Manuf Technol (2011) 52:905 912 DOI 10.1007/s00170-010-2795-z ORIGINAL ARTICLE Tool edge radius effect on cutting temperature in micro-end-milling process Kai Yang & Ying-chun Liang & Kang-ning
A Study of the Cutting Temperature in Milling Stainless Steels with Chamfered Main Cutting Edge Sharp Worn Tools
 Copyright 2012 Tech Science Press SL, vol.8, no.3, pp.159-171, 2012 A Study of the Cutting Temperature in Milling Stainless Steels with Chamfered Main Cutting Edge Sharp Worn Tools Chung-Shin Chang 1 Abstract:
Copyright 2012 Tech Science Press SL, vol.8, no.3, pp.159-171, 2012 A Study of the Cutting Temperature in Milling Stainless Steels with Chamfered Main Cutting Edge Sharp Worn Tools Chung-Shin Chang 1 Abstract:
This is an author-deposited version published in: Handle ID:.http://hdl.handle.net/10985/7495
 Science Arts & Métiers (SAM) is an open access repository that collects the work of Arts et Métiers ParisTech researchers and makes it freely available over the web where possible. This is an author-deposited
Science Arts & Métiers (SAM) is an open access repository that collects the work of Arts et Métiers ParisTech researchers and makes it freely available over the web where possible. This is an author-deposited
Modelling the behaviour of plastics for design under impact
 Modelling the behaviour of plastics for design under impact G. Dean and L. Crocker MPP IAG Meeting 6 October 24 Land Rover door trim Loading stages and selected regions Project MPP7.9 Main tasks Tests
Modelling the behaviour of plastics for design under impact G. Dean and L. Crocker MPP IAG Meeting 6 October 24 Land Rover door trim Loading stages and selected regions Project MPP7.9 Main tasks Tests
Effect of impact angle and velocity in crater circularity in abrasive water jet machining by means of multi-particle impact simulation
 34 Int. J. Machining and Machinability of Materials, Vol. 10, Nos. 1/2, 2011 Effect of impact angle and velocity in crater circularity in abrasive water jet machining by means of multi-particle impact
34 Int. J. Machining and Machinability of Materials, Vol. 10, Nos. 1/2, 2011 Effect of impact angle and velocity in crater circularity in abrasive water jet machining by means of multi-particle impact
INFLUENCE OF TURNING PARAMETERS ON CUTTING TEMPERATURE BY APPLYING THE DESIGN OF EXPERIMENTS WITH THE DEFINITION OF THE WORKPIECE MATERIAL BEHAVIOR
 INFLUENCE OF TURNING PARAMETERS ON CUTTING TEMPERATURE BY APPLYING THE DESIGN OF EXPERIMENTS WITH THE DEFINITION OF THE WORKPIECE MATERIAL BEHAVIOR Nuria MEDINA 1, Valentín MIGUEL *1,2 María Carmen MANJABACAS
INFLUENCE OF TURNING PARAMETERS ON CUTTING TEMPERATURE BY APPLYING THE DESIGN OF EXPERIMENTS WITH THE DEFINITION OF THE WORKPIECE MATERIAL BEHAVIOR Nuria MEDINA 1, Valentín MIGUEL *1,2 María Carmen MANJABACAS
C.J. Bennett, W. Sun Department of Mechanical, Materials and Manufacturing Engineering, University of Nottingham, Nottingham NG7 2RD, UK
 Optimisation of material properties for the modelling of large deformation manufacturing processes using a finite element model of the Gleeble compression test C.J. Bennett, W. Sun Department of Mechanical,
Optimisation of material properties for the modelling of large deformation manufacturing processes using a finite element model of the Gleeble compression test C.J. Bennett, W. Sun Department of Mechanical,
Simulation of the cutting action of a single PDC cutter using DEM
 Petroleum and Mineral Resources 143 Simulation of the cutting action of a single PDC cutter using DEM B. Joodi, M. Sarmadivaleh, V. Rasouli & A. Nabipour Department of Petroleum Engineering, Curtin University,
Petroleum and Mineral Resources 143 Simulation of the cutting action of a single PDC cutter using DEM B. Joodi, M. Sarmadivaleh, V. Rasouli & A. Nabipour Department of Petroleum Engineering, Curtin University,
On The Temperature and Residual Stress Field During Grinding
 On The Temperature and Residual Stress Field During Grinding S. M. H-Gangaraj, G. H. Farrahi and H. Ghadbeigi Abstract Grinding is widely used for manufacturing of components that require fine surface
On The Temperature and Residual Stress Field During Grinding S. M. H-Gangaraj, G. H. Farrahi and H. Ghadbeigi Abstract Grinding is widely used for manufacturing of components that require fine surface
Simulation in Manufacturing Technology
 Simulation in Manufacturing Technology Lecture 8: Principles of Cutting Prof.Dr.-Ing. ritz Klocke Seite 1 Structure of the lecture Introduction: Metal Cutting The Cutting Part Tool-in-Hand System Terms
Simulation in Manufacturing Technology Lecture 8: Principles of Cutting Prof.Dr.-Ing. ritz Klocke Seite 1 Structure of the lecture Introduction: Metal Cutting The Cutting Part Tool-in-Hand System Terms
Structural Metals Lab 1.2. Torsion Testing of Structural Metals. Standards ASTM E143: Shear Modulus at Room Temperature
 Torsion Testing of Structural Metals Standards ASTM E143: Shear Modulus at Room Temperature Purpose To determine the shear modulus of structural metals Equipment Tinius-Olsen Lo-Torq Torsion Machine (figure
Torsion Testing of Structural Metals Standards ASTM E143: Shear Modulus at Room Temperature Purpose To determine the shear modulus of structural metals Equipment Tinius-Olsen Lo-Torq Torsion Machine (figure
Understanding the Impact of Tool-Chip Engagement Time on the Shear Angle in Orthogonal Metal Cutting
 Understanding the Impact of Tool-Chip Engagement Time on the Shear Angle in Orthogonal Metal Cutting Naga.S.C. Velamakuri Department of Mechanical Engineering, Clemson University, Clemson, United States
Understanding the Impact of Tool-Chip Engagement Time on the Shear Angle in Orthogonal Metal Cutting Naga.S.C. Velamakuri Department of Mechanical Engineering, Clemson University, Clemson, United States
FE contact and thermal simulation of an alumina-steel dry sliding friction pair
 Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 35 FE contact and thermal simulation of an alumina-steel dry sliding friction pair Z. Lestyán 1, K. Váradi 1
Computer Methods and Experimental Measurements for Surface Effects and Contact Mechanics VII 35 FE contact and thermal simulation of an alumina-steel dry sliding friction pair Z. Lestyán 1, K. Váradi 1
Stress Analysis of Mandrel Used In Pilger Technology
 Stress Analysis of Mandrel Used In Pilger Technology Ruchil A. Patel 1, Apurvkumar Patel 2, Rajesh Kumar 3, Dr. D. V. Patel 4 1, 2, 3,4 Mechanical Engineering, GTU, Ahmedabad Abstract Cold pilgering is
Stress Analysis of Mandrel Used In Pilger Technology Ruchil A. Patel 1, Apurvkumar Patel 2, Rajesh Kumar 3, Dr. D. V. Patel 4 1, 2, 3,4 Mechanical Engineering, GTU, Ahmedabad Abstract Cold pilgering is
Overview of High Temperature and Thermo-mechanical Fatigue (TMF)
") Overview of High Temperature and Thermo-mechanical Fatigue (TMF) Mechanical Science and Engineering, University of Illinois, Urbana, Il. 61801 Tel : 217 333 4112 Fax: 217 244 6534 e-mail: huseyin@illinois.edu
Overview of High Temperature and Thermo-mechanical Fatigue (TMF) Mechanical Science and Engineering, University of Illinois, Urbana, Il. 61801 Tel : 217 333 4112 Fax: 217 244 6534 e-mail: huseyin@illinois.edu
A rate-dependent Hosford-Coulomb model for predicting ductile fracture at high strain rates
 EPJ Web of Conferences 94, 01080 (2015) DOI: 10.1051/epjconf/20159401080 c Owned by the authors, published by EDP Sciences, 2015 A rate-dependent Hosford-Coulomb model for predicting ductile fracture at
EPJ Web of Conferences 94, 01080 (2015) DOI: 10.1051/epjconf/20159401080 c Owned by the authors, published by EDP Sciences, 2015 A rate-dependent Hosford-Coulomb model for predicting ductile fracture at
Modelling of bird strike on the engine fan blades using FE-SPH
 Modelling of bird strike on the engine fan blades using FE-SPH Dr Nenad Djordjevic* Prof Rade Vignjevic Dr Tom De Vuyst Dr James Campbell Dr Kevin Hughes *nenad.djordjevic@brunel.ac.uk MAFELAP 2016, 17
Modelling of bird strike on the engine fan blades using FE-SPH Dr Nenad Djordjevic* Prof Rade Vignjevic Dr Tom De Vuyst Dr James Campbell Dr Kevin Hughes *nenad.djordjevic@brunel.ac.uk MAFELAP 2016, 17
Arch. Metall. Mater. 62 (2017), 1, 85-90
, 1, 85-90") Arch. Metall. Mater. 62 (2017), 1, 85-90 DOI: 10.1515/amm-2017-0011 Z. PATER* # FEM ANALYSIS OF LOADS AND TORQUE IN A SKEW ROLLING PROCESS FOR PRODUCING AXISYMMETRIC PARTS Skew rolling is a metal forming
Arch. Metall. Mater. 62 (2017), 1, 85-90 DOI: 10.1515/amm-2017-0011 Z. PATER* # FEM ANALYSIS OF LOADS AND TORQUE IN A SKEW ROLLING PROCESS FOR PRODUCING AXISYMMETRIC PARTS Skew rolling is a metal forming
High Speed Turning of Titanium (Ti-6Al-4V) Alloy. Anil Srivastava, Ph.D. Manager, Manufacturing Technology TechSolve, Inc., Cincinnati, OH 45237
 Alloy. Anil Srivastava, Ph.D. Manager, Manufacturing Technology TechSolve, Inc., Cincinnati, OH 45237") High Speed Turning of Titanium (Ti-6Al-4V) Alloy Anil Srivastava, Ph.D. Manager, Manufacturing Technology TechSolve, Inc., Cincinnati, OH 45237 Outline Applications of Titanium Alloys Technical Difficulties
High Speed Turning of Titanium (Ti-6Al-4V) Alloy Anil Srivastava, Ph.D. Manager, Manufacturing Technology TechSolve, Inc., Cincinnati, OH 45237 Outline Applications of Titanium Alloys Technical Difficulties
Modified Symmetry Cell Approach for Simulation of Surface Enhancement Over Large Scale Structures
 Modified Symmetry Cell Approach for Simulation of Surface Enhancement Over Large Scale Structures T. Spradlin 1, R. Grandhi 2, and K. Langer 3 1 Doctoral Candidate, Wright State University, USA 2 Distinguished
Modified Symmetry Cell Approach for Simulation of Surface Enhancement Over Large Scale Structures T. Spradlin 1, R. Grandhi 2, and K. Langer 3 1 Doctoral Candidate, Wright State University, USA 2 Distinguished
3D cutting force analysis in worn-tool finish hard turning. Jianwen Hu, Hui Song and Y. Kevin Chou*
 Int. J. Machining and Machinability of Materials, Vol. 4, No. 1, 2008 3 3D cutting force analysis in worn-tool finish hard turning Jianwen Hu, Hui Song and Y. Kevin Chou* Department of Mechanical Engineering,
Int. J. Machining and Machinability of Materials, Vol. 4, No. 1, 2008 3 3D cutting force analysis in worn-tool finish hard turning Jianwen Hu, Hui Song and Y. Kevin Chou* Department of Mechanical Engineering,
PROCESS MODELING OF MICRO-CUTTING INCLUDING STRAIN GRADIENT EFFECTS
 PROCESS MODELING OF MICRO-CUTTING INCLUDING STRAIN GRADIENT EFFECTS A Thesis Presented to The Academic Faculty by Kai Liu In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy
PROCESS MODELING OF MICRO-CUTTING INCLUDING STRAIN GRADIENT EFFECTS A Thesis Presented to The Academic Faculty by Kai Liu In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy
INFLUENCE OF TOOL NOSE RADIUS ON THE CUTTING PERFORMANCE AND SURFACE FINISH DURING HARD TURNING WITH CBN CUTTING TOOLS 1.
 Journal of Machine Engineering, Vol. 17, No. 2, 2017 Received: 23 January 2017/ Accepted: 16 April 2017 / Published online: 12 June 2017 Wit GRZESIK 1* Krzysztof ZAK 1 Roman CHUDY 1 hardened steel, surface
Journal of Machine Engineering, Vol. 17, No. 2, 2017 Received: 23 January 2017/ Accepted: 16 April 2017 / Published online: 12 June 2017 Wit GRZESIK 1* Krzysztof ZAK 1 Roman CHUDY 1 hardened steel, surface
Identification of interface properties using Fibre Bragg Grating sensors in a fibre pull-out test Gabriel Dunkel, Laurent Humbert and John Botsis
 Identification of interface properties using Fibre Bragg Grating sensors in a fibre pull-out test Gabriel Dunkel, Laurent Humbert and John Botsis Laboratory of Applied Mechanics and Reliability Analysis
Identification of interface properties using Fibre Bragg Grating sensors in a fibre pull-out test Gabriel Dunkel, Laurent Humbert and John Botsis Laboratory of Applied Mechanics and Reliability Analysis
1 332 Laboratories 1. 2 Computational Exercises 1 FEA of a Cantilever Beam... 1 Experimental Laboratory: Tensile Testing of Materials...
 1 332 Laboratories Contents 1 332 Laboratories 1 2 Computational Exercises 1 FEA of a Cantilever Beam.......................................... 1 Experimental Laboratory: Tensile Testing of Materials..........................
1 332 Laboratories Contents 1 332 Laboratories 1 2 Computational Exercises 1 FEA of a Cantilever Beam.......................................... 1 Experimental Laboratory: Tensile Testing of Materials..........................
Development of a simulation model to study tool loads in pcbn when machining AISI 316L
 The International Journal of Advanced Manufacturing Technology (218) 96:2853 2865 https://doi.org/1.17/s17-18-1673-y ORIGINAL ARTICLE Development of a simulation model to study tool loads in pcbn when
The International Journal of Advanced Manufacturing Technology (218) 96:2853 2865 https://doi.org/1.17/s17-18-1673-y ORIGINAL ARTICLE Development of a simulation model to study tool loads in pcbn when
FEA MODELING OF A TRIBOMETER S PIN AND DISK INTERACTION
 FEA MODELING OF A TRIBOMETER S PIN AND DISK INTERACTION FEA MODELING OF A TRIBOMETER S PIN AND DISK INTERACTION By HAOYU LI, B.Eng A Thesis Submitted to the School of Graduate Studies in Partial Fulfillment
FEA MODELING OF A TRIBOMETER S PIN AND DISK INTERACTION FEA MODELING OF A TRIBOMETER S PIN AND DISK INTERACTION By HAOYU LI, B.Eng A Thesis Submitted to the School of Graduate Studies in Partial Fulfillment
Available online at ScienceDirect. Procedia CIRP 58 (2017 )
") Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 58 (207 ) 93 97 6 th CIRP Conference on Modelling of Machining Operations Dislocation Density Based Material Model Applied in PFEM-simulation
Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 58 (207 ) 93 97 6 th CIRP Conference on Modelling of Machining Operations Dislocation Density Based Material Model Applied in PFEM-simulation
Effects of the semi die/plug angles on cold tube drawing with a fixed plug by FEM for AISI 1010 steel tube
 2016 Published in 4th International Symposium on Innovative Technologies in Engineering and Science 3-5 November 2016 (ISITES2016 Alanya/Antalya - Turkey) Effects of the semi die/plug angles on cold tube
2016 Published in 4th International Symposium on Innovative Technologies in Engineering and Science 3-5 November 2016 (ISITES2016 Alanya/Antalya - Turkey) Effects of the semi die/plug angles on cold tube
Rock Cutting Analysis Employing Finite and Discrete Element Methods
 Journal of Mechanics Engineering and Automation 6 (2016) 100-108 doi: 10.17265/2159-5275/2016.02.006 D DAVID PUBLISHING Rock Cutting Analysis Employing Finite and Discrete Element Methods Carla Massignani
Journal of Mechanics Engineering and Automation 6 (2016) 100-108 doi: 10.17265/2159-5275/2016.02.006 D DAVID PUBLISHING Rock Cutting Analysis Employing Finite and Discrete Element Methods Carla Massignani
After lecture 16 you should be able to
 Lecture 16: Design of paper and board packaging Advanced concepts: FEM, Fracture Mechanics After lecture 16 you should be able to describe the finite element method and its use for paper- based industry
Lecture 16: Design of paper and board packaging Advanced concepts: FEM, Fracture Mechanics After lecture 16 you should be able to describe the finite element method and its use for paper- based industry
Bending Load & Calibration Module
 Bending Load & Calibration Module Objectives After completing this module, students shall be able to: 1) Conduct laboratory work to validate beam bending stress equations. 2) Develop an understanding of
Bending Load & Calibration Module Objectives After completing this module, students shall be able to: 1) Conduct laboratory work to validate beam bending stress equations. 2) Develop an understanding of
A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker
 Journal of Materials Processing Technology 79 (1998) 217 223 A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker K.P. Maity *, N.S. Das Department of Mechanical Engineering,
Journal of Materials Processing Technology 79 (1998) 217 223 A slip-line solution to metal machining using a cutting tool with a step-type chip-breaker K.P. Maity *, N.S. Das Department of Mechanical Engineering,
Cutting with geometrically undefined cutting edges
 Cutting with geometrically undefined cutting edges Simulation Techniques in Manufacturing Technology Lecture 10 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology
Cutting with geometrically undefined cutting edges Simulation Techniques in Manufacturing Technology Lecture 10 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology
World Academy of Science, Engineering and Technology International Journal of Physical and Mathematical Sciences Vol:5, No:11, 2011.
 Vol:5, No:11, 211 Effects of Material Properties of Warhead Casing on Natural Fragmentation Performance of High Explosive (HE) Warhead G. Tanapornraweekit, W. Kulsirikasem International Science Index,
Vol:5, No:11, 211 Effects of Material Properties of Warhead Casing on Natural Fragmentation Performance of High Explosive (HE) Warhead G. Tanapornraweekit, W. Kulsirikasem International Science Index,
Prediction of geometric dimensions for cold forgings using the finite element method
 Journal of Materials Processing Technology 189 (2007) 459 465 Prediction of geometric dimensions for cold forgings using the finite element method B.Y. Jun a, S.M. Kang b, M.C. Lee c, R.H. Park b, M.S.
Journal of Materials Processing Technology 189 (2007) 459 465 Prediction of geometric dimensions for cold forgings using the finite element method B.Y. Jun a, S.M. Kang b, M.C. Lee c, R.H. Park b, M.S.
Modelling Progressive Failure with MPM
 Modelling Progressive Failure with MPM A. Yerro, E. Alonso & N. Pinyol Department of Geotechnical Engineering and Geosciences, UPC, Barcelona, Spain ABSTRACT: In this work, the progressive failure phenomenon
Modelling Progressive Failure with MPM A. Yerro, E. Alonso & N. Pinyol Department of Geotechnical Engineering and Geosciences, UPC, Barcelona, Spain ABSTRACT: In this work, the progressive failure phenomenon
Lecture #7: Basic Notions of Fracture Mechanics Ductile Fracture
 Lecture #7: Basic Notions of Fracture Mechanics Ductile Fracture by Dirk Mohr ETH Zurich, Department of Mechanical and Process Engineering, Chair of Computational Modeling of Materials in Manufacturing
Lecture #7: Basic Notions of Fracture Mechanics Ductile Fracture by Dirk Mohr ETH Zurich, Department of Mechanical and Process Engineering, Chair of Computational Modeling of Materials in Manufacturing
Aim of the study Experimental determination of mechanical parameters Local buckling (wrinkling) Failure maps Optimization of sandwich panels
 Failure maps Optimization of sandwich panels") METNET Workshop October 11-12, 2009, Poznań, Poland Experimental and numerical analysis of sandwich metal panels Zbigniew Pozorski, Monika Chuda-Kowalska, Robert Studziński, Andrzej Garstecki Poznan University
METNET Workshop October 11-12, 2009, Poznań, Poland Experimental and numerical analysis of sandwich metal panels Zbigniew Pozorski, Monika Chuda-Kowalska, Robert Studziński, Andrzej Garstecki Poznan University
Chapter 2 Finite Element Formulations
 Chapter 2 Finite Element Formulations The governing equations for problems solved by the finite element method are typically formulated by partial differential equations in their original form. These are
Chapter 2 Finite Element Formulations The governing equations for problems solved by the finite element method are typically formulated by partial differential equations in their original form. These are
Bulk Metal Forming II
 Bulk Metal Forming II Simulation Techniques in Manufacturing Technology Lecture 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h.
Bulk Metal Forming II Simulation Techniques in Manufacturing Technology Lecture 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h.
King Saud University College of Engineering Industrial Engineering Dept.
 IE-352 Section 1, CRN: 13536 Section 2, CRN: 30521 First Semester 1432-33 H (Fall-2011) 4(4,1,1) MANUFACTURING PROCESSES - 2 Machining Exercises Name: Student Number: 42 Answer ALL of the following questions
IE-352 Section 1, CRN: 13536 Section 2, CRN: 30521 First Semester 1432-33 H (Fall-2011) 4(4,1,1) MANUFACTURING PROCESSES - 2 Machining Exercises Name: Student Number: 42 Answer ALL of the following questions
NUMERICAL AND EXPERIMENTAL STUDY OF FAILURE IN STEEL BEAMS UNDER IMPACT CONDITIONS
 Blucher Mechanical Engineering Proceedings May 2014, vol. 1, num. 1 www.proceedings.blucher.com.br/evento/10wccm NUMERICAL AND EXPERIMENTAL STUDY OF FAILURE IN STEEL BEAMS UNDER IMPACT CONDITIONS E. D.
Blucher Mechanical Engineering Proceedings May 2014, vol. 1, num. 1 www.proceedings.blucher.com.br/evento/10wccm NUMERICAL AND EXPERIMENTAL STUDY OF FAILURE IN STEEL BEAMS UNDER IMPACT CONDITIONS E. D.
Experimental study of mechanical and thermal damage in crystalline hard rock
 Experimental study of mechanical and thermal damage in crystalline hard rock Mohammad Keshavarz Réunion Technique du CFMR - Thèses en Mécanique des Roches December, 3 nd 2009 1 Overview Introduction Characterization
Experimental study of mechanical and thermal damage in crystalline hard rock Mohammad Keshavarz Réunion Technique du CFMR - Thèses en Mécanique des Roches December, 3 nd 2009 1 Overview Introduction Characterization
Experimentally Calibrating Cohesive Zone Models for Structural Automotive Adhesives
 Experimentally Calibrating Cohesive Zone Models for Structural Automotive Adhesives Mark Oliver October 19, 2016 Adhesives and Sealants Council Fall Convention contact@veryst.com www.veryst.com Outline
Experimentally Calibrating Cohesive Zone Models for Structural Automotive Adhesives Mark Oliver October 19, 2016 Adhesives and Sealants Council Fall Convention contact@veryst.com www.veryst.com Outline
Modeling and Estimation of Grinding Forces for Mono Layer cbn Grinding Wheel
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 46, P-ISSN 2347-5161 14 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Modeling
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 46, P-ISSN 2347-5161 14 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Modeling
Design of Beams (Unit - 8)
") Design of Beams (Unit - 8) Contents Introduction Beam types Lateral stability of beams Factors affecting lateral stability Behaviour of simple and built - up beams in bending (Without vertical stiffeners)
Design of Beams (Unit - 8) Contents Introduction Beam types Lateral stability of beams Factors affecting lateral stability Behaviour of simple and built - up beams in bending (Without vertical stiffeners)
A study of forming pressure in the tube-hydroforming process
 Journal of Materials Processing Technology 192 19 (2007) 404 409 A study of forming pressure in the tube-hydroforming process Fuh-Kuo Chen, Shao-Jun Wang, Ray-Hau Lin Department of Mechanical Engineering,
Journal of Materials Processing Technology 192 19 (2007) 404 409 A study of forming pressure in the tube-hydroforming process Fuh-Kuo Chen, Shao-Jun Wang, Ray-Hau Lin Department of Mechanical Engineering,
Advanced Friction Modeling in Sheet Metal Forming
 Advanced Friction Modeling in Sheet Metal Forming J.Hol 1,a, M.V. Cid Alfaro 2, T. Meinders 3, J. Huétink 3 1 Materials innovation institute (M2i), P.O. box 58, 26 GA Delft, The Netherlands 2 Tata Steel
Advanced Friction Modeling in Sheet Metal Forming J.Hol 1,a, M.V. Cid Alfaro 2, T. Meinders 3, J. Huétink 3 1 Materials innovation institute (M2i), P.O. box 58, 26 GA Delft, The Netherlands 2 Tata Steel
The design of a formula student front impact attenuator
 The design of a formula student front impact attenuator J.M.J. Schormans MT 10.06 Supervisors: dr. ir. Varvara Kouznetsova Eindhoven University of Technology Department of Mechanical Engineering Computational
The design of a formula student front impact attenuator J.M.J. Schormans MT 10.06 Supervisors: dr. ir. Varvara Kouznetsova Eindhoven University of Technology Department of Mechanical Engineering Computational
Finite element analysis of drilled holes in uni-directional composite laminates using failure theories
 American Journal of Science and Technology 2014; 1(3): 101-105 Published online May 30, 2014 (http://www.aascit.org/journal/ajst) Finite element analysis of drilled holes in uni-directional composite laminates
American Journal of Science and Technology 2014; 1(3): 101-105 Published online May 30, 2014 (http://www.aascit.org/journal/ajst) Finite element analysis of drilled holes in uni-directional composite laminates
FINITE ELEMENT MODELING OF ABRASIVE WATERJET MACHINING (AWJM)
") FINITE ELEMENT MODELING OF ABRASIVE WATERJET MACHINING (AWJM) A I HASSAN and J KOSMOL Techical University of Silesia, Department of Machine Technology, Poland ABSTRACT Despite the large number of abrasive
FINITE ELEMENT MODELING OF ABRASIVE WATERJET MACHINING (AWJM) A I HASSAN and J KOSMOL Techical University of Silesia, Department of Machine Technology, Poland ABSTRACT Despite the large number of abrasive
Plane Strain Test for Metal Sheet Characterization
 Plane Strain Test for Metal Sheet Characterization Paulo Flores 1, Felix Bonnet 2 and Anne-Marie Habraken 3 1 DIM, University of Concepción, Edmundo Larenas 270, Concepción, Chile 2 ENS - Cachan, Avenue
Plane Strain Test for Metal Sheet Characterization Paulo Flores 1, Felix Bonnet 2 and Anne-Marie Habraken 3 1 DIM, University of Concepción, Edmundo Larenas 270, Concepción, Chile 2 ENS - Cachan, Avenue
New Life in Fatigue KIVI NIRIA HOUSTON, WE HAVE A PROBLEM...
 New Life in Fatigue 21-11-2011 KIVI NIRIA HOUSTON, WE HAVE A PROBLEM... Ship structure a collection of a large number and variety of fatigue prone locations, hot spots. Delft University of Technology Challenge
New Life in Fatigue 21-11-2011 KIVI NIRIA HOUSTON, WE HAVE A PROBLEM... Ship structure a collection of a large number and variety of fatigue prone locations, hot spots. Delft University of Technology Challenge
Stresses Analysis of Petroleum Pipe Finite Element under Internal Pressure
 ISSN : 48-96, Vol. 6, Issue 8, ( Part -4 August 06, pp.3-38 RESEARCH ARTICLE Stresses Analysis of Petroleum Pipe Finite Element under Internal Pressure Dr.Ragbe.M.Abdusslam Eng. Khaled.S.Bagar ABSTRACT
ISSN : 48-96, Vol. 6, Issue 8, ( Part -4 August 06, pp.3-38 RESEARCH ARTICLE Stresses Analysis of Petroleum Pipe Finite Element under Internal Pressure Dr.Ragbe.M.Abdusslam Eng. Khaled.S.Bagar ABSTRACT
Crack Tip Plastic Zone under Mode I Loading and the Non-singular T zz -stress
 Crack Tip Plastic Zone under Mode Loading and the Non-singular T -stress Yu.G. Matvienko Mechanical Engineering Research nstitute of the Russian Academy of Sciences Email: ygmatvienko@gmail.com Abstract:
Crack Tip Plastic Zone under Mode Loading and the Non-singular T -stress Yu.G. Matvienko Mechanical Engineering Research nstitute of the Russian Academy of Sciences Email: ygmatvienko@gmail.com Abstract:
CUTTING MECHANICS AND SURFACE FINISH FOR TURNING WITH DIFFERENTLY SHAPED CBN TOOLS
 A R C H I V E O F M E C H A N I C A L E N G I N E E R I N G VOL. LXIV 2017 Number 3 DOI: 10.1515/meceng-2017-0021 Key words: hardened steel, surface roughness, cutting force, specific energy, corner radius
A R C H I V E O F M E C H A N I C A L E N G I N E E R I N G VOL. LXIV 2017 Number 3 DOI: 10.1515/meceng-2017-0021 Key words: hardened steel, surface roughness, cutting force, specific energy, corner radius
Failure analysis of serial pinned joints in composite materials
 Indian Journal of Engineering & Materials Sciences Vol. 18, April 2011, pp. 102-110 Failure analysis of serial pinned joints in composite materials Alaattin Aktaş* Department of Mechanical Engineering,
Indian Journal of Engineering & Materials Sciences Vol. 18, April 2011, pp. 102-110 Failure analysis of serial pinned joints in composite materials Alaattin Aktaş* Department of Mechanical Engineering,
EXPERIMENTAL IDENTIFICATION OF HYPERELASTIC MATERIAL PARAMETERS FOR CALCULATIONS BY THE FINITE ELEMENT METHOD
 Journal of KONES Powertrain and Transport, Vol. 7, No. EXPERIMENTAL IDENTIFICATION OF HYPERELASTIC MATERIAL PARAMETERS FOR CALCULATIONS BY THE FINITE ELEMENT METHOD Robert Czabanowski Wroclaw University
Journal of KONES Powertrain and Transport, Vol. 7, No. EXPERIMENTAL IDENTIFICATION OF HYPERELASTIC MATERIAL PARAMETERS FOR CALCULATIONS BY THE FINITE ELEMENT METHOD Robert Czabanowski Wroclaw University
Sliding Bearings. Fig.(1) (a) Full-journal bearing and (b) partial-journal bearing
 (a) Full-journal bearing and (b) partial-journal bearing") Sliding Bearings The goal of a bearing is to provide relative positioning and rotational freedom while transmitting a load between two parts, commonly a shaft and its housing. The object of lubrication
Sliding Bearings The goal of a bearing is to provide relative positioning and rotational freedom while transmitting a load between two parts, commonly a shaft and its housing. The object of lubrication
Friction at high sliding speed of WC-6Co pin versus steel disc AISI 1045: estimation of the contact temperature
 Int. Jnl. of Multiphysics Volume 3 Number 2 29 141 Friction at high sliding speed of WC-6Co pin versus steel disc AISI 145: estimation of the contact temperature T. KAGNAYA 1,2, C. BOHER 1, L. LAMBERT
Int. Jnl. of Multiphysics Volume 3 Number 2 29 141 Friction at high sliding speed of WC-6Co pin versus steel disc AISI 145: estimation of the contact temperature T. KAGNAYA 1,2, C. BOHER 1, L. LAMBERT
DEVELOPMENT OF MEASURING SYSTEM FOR STRESS BY MEANS OF IMAGE PLATE FOR LABORATORY X-RAY EXPERIMENT
 Copyright JCPDS - International Centre for Diffraction Data 003, Advances in X-ray Analysis, Volume 46. 6 DEVELOPMENT OF MEASURING SYSTEM FOR STRESS BY MEANS OF IMAGE PLATE FOR LABORATORY X-RAY EXPERIMENT
Copyright JCPDS - International Centre for Diffraction Data 003, Advances in X-ray Analysis, Volume 46. 6 DEVELOPMENT OF MEASURING SYSTEM FOR STRESS BY MEANS OF IMAGE PLATE FOR LABORATORY X-RAY EXPERIMENT
1 INTRODUCTION 2 SAMPLE PREPARATIONS
 Chikage NORITAKE This study seeks to analyze the reliability of three-dimensional (3D) chip stacked packages under cyclic thermal loading. The critical areas of 3D chip stacked packages are defined using
Chikage NORITAKE This study seeks to analyze the reliability of three-dimensional (3D) chip stacked packages under cyclic thermal loading. The critical areas of 3D chip stacked packages are defined using
ABSTRACT INTRODUCTION
 Optimization of soil anchorages M. Teschner, C. Mattheck Kernforschungszentrum Karlsruhe GmbH, Institut fur Materialforschung II, W-7500 Karlsruhe 1, Postfach 3640, Germany ABSTRACT A new optimization
Optimization of soil anchorages M. Teschner, C. Mattheck Kernforschungszentrum Karlsruhe GmbH, Institut fur Materialforschung II, W-7500 Karlsruhe 1, Postfach 3640, Germany ABSTRACT A new optimization
Thermo-Mechanical Finite Element Modeling of the Friction Drilling Process
 Scott F. Miller Albert J. Shih Department of Mechanical Engineering, University of Michigan, Ann Arbor, MI 48109 Thermo-Mechanical Finite Element Modeling of the Friction Drilling Process Friction drilling
Scott F. Miller Albert J. Shih Department of Mechanical Engineering, University of Michigan, Ann Arbor, MI 48109 Thermo-Mechanical Finite Element Modeling of the Friction Drilling Process Friction drilling
Optimization of Radial Force in Turning Process Using Taguchi s Approach
 5 th International & 6 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 04) December th 4 th, 04, IIT Optimization of Radial Force in Turning Process Using Taguchi s Approach
5 th International & 6 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 04) December th 4 th, 04, IIT Optimization of Radial Force in Turning Process Using Taguchi s Approach
w w w. a u t o s t e e l. o r g
 Great Designs in Steel is Sponsored by: ArcelorMittal Dofasco, ArcelorMittal USA, Nucor Corporation, Severstal North w w America, w. a u t o Inc. s t and e e l United. o r g States Steel Corporation Center
Great Designs in Steel is Sponsored by: ArcelorMittal Dofasco, ArcelorMittal USA, Nucor Corporation, Severstal North w w America, w. a u t o Inc. s t and e e l United. o r g States Steel Corporation Center
Supplementary Information: Nanoscale heterogeneity promotes energy dissipation in bone
 Supplementary Information: Nanoscale heterogeneity promotes energy dissipation in bone KUANGSHIN TAI, * MING DAO, * SUBRA SURESH,, AHMET PALAZOGLU, & AND CHRISTINE ORTIZ Department of Materials Science
Supplementary Information: Nanoscale heterogeneity promotes energy dissipation in bone KUANGSHIN TAI, * MING DAO, * SUBRA SURESH,, AHMET PALAZOGLU, & AND CHRISTINE ORTIZ Department of Materials Science
PREDICTION OF OUT-OF-PLANE FAILURE MODES IN CFRP
 PREDICTION OF OUT-OF-PLANE FAILURE MODES IN CFRP R. R. Pinto 1, P. P. Camanho 2 1 INEGI - Instituto de Engenharia Mecanica e Gestao Industrial, Rua Dr. Roberto Frias, 4200-465, Porto, Portugal 2 DEMec,
PREDICTION OF OUT-OF-PLANE FAILURE MODES IN CFRP R. R. Pinto 1, P. P. Camanho 2 1 INEGI - Instituto de Engenharia Mecanica e Gestao Industrial, Rua Dr. Roberto Frias, 4200-465, Porto, Portugal 2 DEMec,
A novel technique of friction and material property measurement by tip test in cold forging
 A novel technique of friction and material property measurement by tip test in cold forging Y T Im*, S H Kang, and J S Cheon Department of Mechanical Engineering, Korea Advanced Institute of Science and
A novel technique of friction and material property measurement by tip test in cold forging Y T Im*, S H Kang, and J S Cheon Department of Mechanical Engineering, Korea Advanced Institute of Science and
Impact and Crash Modeling of Composite Structures: A Challenge for Damage Mechanics
 Impact and Crash Modeling of Composite Structures: A Challenge for Damage Mechanics Dr. A. Johnson DLR Dr. A. K. Pickett ESI GmbH EURO-PAM 99 Impact and Crash Modelling of Composite Structures: A Challenge
Impact and Crash Modeling of Composite Structures: A Challenge for Damage Mechanics Dr. A. Johnson DLR Dr. A. K. Pickett ESI GmbH EURO-PAM 99 Impact and Crash Modelling of Composite Structures: A Challenge
A Two Dimensional Finite Element Analysis of a Plane Tillage Tool in Soil Using a Non-linear Elasto-Plastic Model
 American-Eurasian J. Agric. & Environ. Sci., 3 (3): 498-505, 2008 ISSN 88-6769 IDOSI Publications, 2008 A Two Dimensional Finite Element Analysis of a Plane Tillage Tool in Soil Using a Non-linear Elasto-Plastic
American-Eurasian J. Agric. & Environ. Sci., 3 (3): 498-505, 2008 ISSN 88-6769 IDOSI Publications, 2008 A Two Dimensional Finite Element Analysis of a Plane Tillage Tool in Soil Using a Non-linear Elasto-Plastic
Alternative numerical method in continuum mechanics COMPUTATIONAL MULTISCALE. University of Liège Aerospace & Mechanical Engineering
 University of Liège Aerospace & Mechanical Engineering Alternative numerical method in continuum mechanics COMPUTATIONAL MULTISCALE Van Dung NGUYEN Innocent NIYONZIMA Aerospace & Mechanical engineering
University of Liège Aerospace & Mechanical Engineering Alternative numerical method in continuum mechanics COMPUTATIONAL MULTISCALE Van Dung NGUYEN Innocent NIYONZIMA Aerospace & Mechanical engineering
Mookambigai College of Engineering, Pudukkottai, Tamil Nadu, India
 ISSN XXXX XXXX 2017 IJESC Research Article Volume 7 Issue No.6 Structural Optimization of ER Spring Collet for Maximized Gripping Action Ram Prasad. S 1, Pravin Kumar. N 2, Jerry Andrew Fabian. S 3 M.E
ISSN XXXX XXXX 2017 IJESC Research Article Volume 7 Issue No.6 Structural Optimization of ER Spring Collet for Maximized Gripping Action Ram Prasad. S 1, Pravin Kumar. N 2, Jerry Andrew Fabian. S 3 M.E
Ultimate shear strength of FPSO stiffened panels after supply vessel collision
 Ultimate shear strength of FPSO stiffened panels after supply vessel collision Nicolau Antonio dos Santos Rizzo PETROBRAS Rio de Janeiro Brazil Marcelo Caire SINTEF do Brasil Rio de Janeiro Brazil Carlos
Ultimate shear strength of FPSO stiffened panels after supply vessel collision Nicolau Antonio dos Santos Rizzo PETROBRAS Rio de Janeiro Brazil Marcelo Caire SINTEF do Brasil Rio de Janeiro Brazil Carlos
Fig. 1. Different locus of failure and crack trajectories observed in mode I testing of adhesively bonded double cantilever beam (DCB) specimens.
 specimens.") a). Cohesive Failure b). Interfacial Failure c). Oscillatory Failure d). Alternating Failure Fig. 1. Different locus of failure and crack trajectories observed in mode I testing of adhesively bonded double
a). Cohesive Failure b). Interfacial Failure c). Oscillatory Failure d). Alternating Failure Fig. 1. Different locus of failure and crack trajectories observed in mode I testing of adhesively bonded double
UNLOADING OF AN ELASTIC-PLASTIC LOADED SPHERICAL CONTACT
 2004 AIMETA International Tribology Conference, September 14-17, 2004, Rome, Italy UNLOADING OF AN ELASTIC-PLASTIC LOADED SPHERICAL CONTACT Yuri KLIGERMAN( ), Yuri Kadin( ), Izhak ETSION( ) Faculty of
2004 AIMETA International Tribology Conference, September 14-17, 2004, Rome, Italy UNLOADING OF AN ELASTIC-PLASTIC LOADED SPHERICAL CONTACT Yuri KLIGERMAN( ), Yuri Kadin( ), Izhak ETSION( ) Faculty of
A New Model and Analysis of Orthogonal Machining With an Edge-Radiused Tool
 A New Model and Analysis of Orthogonal Machining With an Edge-Radiused Tool Jairam Manjunathaiah William J. Endres Department of Mechanical Engineering and Applied Mechanics, University of Michigan, Ann
A New Model and Analysis of Orthogonal Machining With an Edge-Radiused Tool Jairam Manjunathaiah William J. Endres Department of Mechanical Engineering and Applied Mechanics, University of Michigan, Ann
A Repeated Dynamic Impact Analysis for 7x7 Spacer Grids by using ABAQUS/ Standard and Explicit
 A Repeated Dynamic Impact Analysis for 7x7 Spacer Grids by using ABAQUS/ Standard and Explicit Kim, Jae-Yong, and Yoon, Kyung-Ho* * Korea Atomic Energy Research Institute ABSTRACT Spacer grids(sg) are
A Repeated Dynamic Impact Analysis for 7x7 Spacer Grids by using ABAQUS/ Standard and Explicit Kim, Jae-Yong, and Yoon, Kyung-Ho* * Korea Atomic Energy Research Institute ABSTRACT Spacer grids(sg) are
Coupled Thermomechanical Contact Problems
 Coupled Thermomechanical Contact Problems Computational Modeling of Solidification Processes C. Agelet de Saracibar, M. Chiumenti, M. Cervera ETS Ingenieros de Caminos, Canales y Puertos, Barcelona, UPC
Coupled Thermomechanical Contact Problems Computational Modeling of Solidification Processes C. Agelet de Saracibar, M. Chiumenti, M. Cervera ETS Ingenieros de Caminos, Canales y Puertos, Barcelona, UPC
INFLUENCE OF A WELDED PIPE WHIP RESTRAINT ON THE CRITICAL CRACK SIZE IN A 90 BEND
 18th International Conference on Structural Mechanics in Reactor Technology (SMiRT 18) Beijing, China, August 7-12, 25 SMiRT18-G8-5 INFLUENCE OF A WELDED PIPE WHIP RESTRAINT ON THE CRITICAL CRACK SIZE
18th International Conference on Structural Mechanics in Reactor Technology (SMiRT 18) Beijing, China, August 7-12, 25 SMiRT18-G8-5 INFLUENCE OF A WELDED PIPE WHIP RESTRAINT ON THE CRITICAL CRACK SIZE
Supplementary Figures
 Fracture Strength (GPa) Supplementary Figures a b 10 R=0.88 mm 1 0.1 Gordon et al Zhu et al Tang et al im et al 5 7 6 4 This work 5 50 500 Si Nanowire Diameter (nm) Supplementary Figure 1: (a) TEM image
Fracture Strength (GPa) Supplementary Figures a b 10 R=0.88 mm 1 0.1 Gordon et al Zhu et al Tang et al im et al 5 7 6 4 This work 5 50 500 Si Nanowire Diameter (nm) Supplementary Figure 1: (a) TEM image
DYNAMIC ISSUES AND PROCEDURE TO OBTAIN USEFUL DOMAIN OF DYNAMOMETERS USED IN MACHINE TOOL RESEARCH ARIA
 7 th INTERNATIONAL MULTIDISCIPLINARY CONFERENCE Baia Mare, Romania, May 17-18, 2007 ISSN -1224-3264 DYNAMIC ISSUES AND PROCEDURE TO OBTAIN USEFUL DOMAIN OF DYNAMOMETERS USED IN MACHINE TOOL RESEARCH ARIA
7 th INTERNATIONAL MULTIDISCIPLINARY CONFERENCE Baia Mare, Romania, May 17-18, 2007 ISSN -1224-3264 DYNAMIC ISSUES AND PROCEDURE TO OBTAIN USEFUL DOMAIN OF DYNAMOMETERS USED IN MACHINE TOOL RESEARCH ARIA
Experimental Assessment of Rock Cutting Characteristics by Strength-Driven Mechanism. H Munoz, A Taheri & E Chanda
 Experimental Assessment of Rock Cutting Characteristics by Strength-Driven Mechanism H Munoz, A Taheri & E Chanda AusIMM Africa Australia Technical Mining Conference, Jun 11-12 215 Adelaide, Australia
Experimental Assessment of Rock Cutting Characteristics by Strength-Driven Mechanism H Munoz, A Taheri & E Chanda AusIMM Africa Australia Technical Mining Conference, Jun 11-12 215 Adelaide, Australia
Linear and Nonlinear Analysis of High Dynamic Impact Events with Creo Simulate and Abaqus/Explicit
 Linear and Nonlinear Analysis of High Dynamic Impact Events with Creo Simulate and Abaqus/Explicit SAXSIM 2015, TU Chemnitz Dr.-Ing. Roland Jakel At a glance: Altran, a global leader 20+ Countries 23,000+
Linear and Nonlinear Analysis of High Dynamic Impact Events with Creo Simulate and Abaqus/Explicit SAXSIM 2015, TU Chemnitz Dr.-Ing. Roland Jakel At a glance: Altran, a global leader 20+ Countries 23,000+
Final Project: Indentation Simulation Mohak Patel ENGN-2340 Fall 13
 Final Project: Indentation Simulation Mohak Patel ENGN-2340 Fall 13 Aim The project requires a simulation of rigid spherical indenter indenting into a flat block of viscoelastic material. The results from
Final Project: Indentation Simulation Mohak Patel ENGN-2340 Fall 13 Aim The project requires a simulation of rigid spherical indenter indenting into a flat block of viscoelastic material. The results from
Jihoon Kim, George J. Moridis, John Edmiston, Evan S. Um, Ernest Majer. Earth Sciences Division, Lawrence Berkeley National Laboratory 24 Mar.
 TOUGH+ROCMECH for the Analysis of coupled Flow, Thermal, Geomechanical and Geophysical Processes Code Description and Applications to Tight/Shale Gas Problems Jihoon Kim, George J. Moridis, John Edmiston,
TOUGH+ROCMECH for the Analysis of coupled Flow, Thermal, Geomechanical and Geophysical Processes Code Description and Applications to Tight/Shale Gas Problems Jihoon Kim, George J. Moridis, John Edmiston,
Fine adhesive particles A contact model including viscous damping
 Fine adhesive particles A contact model including viscous damping CHoPS 2012 - Friedrichshafen 7 th International Conference for Conveying and Handling of Particulate Solids Friedrichshafen, 12 th September
Fine adhesive particles A contact model including viscous damping CHoPS 2012 - Friedrichshafen 7 th International Conference for Conveying and Handling of Particulate Solids Friedrichshafen, 12 th September
Instabilities and Dynamic Rupture in a Frictional Interface
 Instabilities and Dynamic Rupture in a Frictional Interface Laurent BAILLET LGIT (Laboratoire de Géophysique Interne et Tectonophysique) Grenoble France laurent.baillet@ujf-grenoble.fr http://www-lgit.obs.ujf-grenoble.fr/users/lbaillet/
Instabilities and Dynamic Rupture in a Frictional Interface Laurent BAILLET LGIT (Laboratoire de Géophysique Interne et Tectonophysique) Grenoble France laurent.baillet@ujf-grenoble.fr http://www-lgit.obs.ujf-grenoble.fr/users/lbaillet/
Analysis of cold rolling a more accurate method
 Analysis of cold rolling a more accurate method 1.1 Rolling of stri more accurate slab analysis The revious lecture considered an aroximate analysis of the stri rolling. However, the deformation zone in
Analysis of cold rolling a more accurate method 1.1 Rolling of stri more accurate slab analysis The revious lecture considered an aroximate analysis of the stri rolling. However, the deformation zone in
University of Sheffield The development of finite elements for 3D structural analysis in fire
 The development of finite elements for 3D structural analysis in fire Chaoming Yu, I. W. Burgess, Z. Huang, R. J. Plank Department of Civil and Structural Engineering StiFF 05/09/2006 3D composite structures
The development of finite elements for 3D structural analysis in fire Chaoming Yu, I. W. Burgess, Z. Huang, R. J. Plank Department of Civil and Structural Engineering StiFF 05/09/2006 3D composite structures
Plates and Shells: Theory and Computation. Dr. Mostafa Ranjbar
 Plates and Shells: Theory and Computation Dr. Mostafa Ranjbar Outline -1-! This part of the module consists of seven lectures and will focus on finite elements for beams, plates and shells. More specifically,
Plates and Shells: Theory and Computation Dr. Mostafa Ranjbar Outline -1-! This part of the module consists of seven lectures and will focus on finite elements for beams, plates and shells. More specifically,
Lecture #6: 3D Rate-independent Plasticity (cont.) Pressure-dependent plasticity
 Pressure-dependent plasticity") Lecture #6: 3D Rate-independent Plasticity (cont.) Pressure-dependent plasticity by Borja Erice and Dirk Mohr ETH Zurich, Department of Mechanical and Process Engineering, Chair of Computational Modeling
Lecture #6: 3D Rate-independent Plasticity (cont.) Pressure-dependent plasticity by Borja Erice and Dirk Mohr ETH Zurich, Department of Mechanical and Process Engineering, Chair of Computational Modeling
Ratcheting and Rolling Contact Fatigue Crack Initiation Life of Rails under Service Loading. Wenyi YAN Monash University, Australia
 Ratcheting and Rolling Contact Fatigue Crack Initiation Life of Rails under Service Loading Wenyi YAN Monash University, Australia Chung Lun PUN Peter Mutton Qianhua Kan Guozheng Kang Contents Introduction
Ratcheting and Rolling Contact Fatigue Crack Initiation Life of Rails under Service Loading Wenyi YAN Monash University, Australia Chung Lun PUN Peter Mutton Qianhua Kan Guozheng Kang Contents Introduction
Transactions on Engineering Sciences vol 14, 1997 WIT Press, ISSN
 On the Computation of Elastic Elastic Rolling Contact using Adaptive Finite Element Techniques B. Zastrau^, U. Nackenhorst*,J. Jarewski^ ^Institute of Mechanics and Informatics, Technical University Dresden,
On the Computation of Elastic Elastic Rolling Contact using Adaptive Finite Element Techniques B. Zastrau^, U. Nackenhorst*,J. Jarewski^ ^Institute of Mechanics and Informatics, Technical University Dresden,
Engineering Solid Mechanics
 }} Engineering Solid Mechanics 1 (2013) 1-8 Contents lists available at GrowingScience Engineering Solid Mechanics homepage: www.growingscience.com/esm Impact damage simulation in elastic and viscoelastic
}} Engineering Solid Mechanics 1 (2013) 1-8 Contents lists available at GrowingScience Engineering Solid Mechanics homepage: www.growingscience.com/esm Impact damage simulation in elastic and viscoelastic
Non-linear and time-dependent material models in Mentat & MARC. Tutorial with Background and Exercises
 Non-linear and time-dependent material models in Mentat & MARC Tutorial with Background and Exercises Eindhoven University of Technology Department of Mechanical Engineering Piet Schreurs July 7, 2009
Non-linear and time-dependent material models in Mentat & MARC Tutorial with Background and Exercises Eindhoven University of Technology Department of Mechanical Engineering Piet Schreurs July 7, 2009