Manufacturing System Flow Analysis
|
|
|
- Vernon Lewis
- 5 years ago
- Views:
Transcription
1 Manufacturing System Flow Analysis Ronald G. Askin Systems & Industrial Engineering The University of Arizona Tucson, AZ October 12, 2005
2 How Many IEs Does It Take to Change a Light Bulb?
3 n? One to Work Sample to Detect Burned out Bulbs One to Flowchart the Process One to Schedule the Maintenance One to Supervise the Maintenance Task One to Implement a Process Improvement Plan/Kaizen Event One to Determine Optimal Lumens for Replacement Bulb One to do an Economic Analysis of Buying Longer Life Bulbs
4 Overview of Session The Modern (Lean) Factory WIP vs. Flowtime & Throughput (Little s Law) Transfer Batches vs. Process Batches (Lot-streaming) Cross-Training (Balancing and Buckets) Performance Evaluation Open & Closed Cells
5 1. Factory Flow Thru Cell System Gears Chassis Assembly Shafts Cards Frame
6 Flow in a Cell J. T. Black, Design of the Factory with a Future, 1991
7 Cell Independence (Burbidge) Dedicated Team of (Compatible) Workers Dedicated Set of Machines Specified Set of Parts/Products Dedicated Space for Operations Common Goal and Evaluation Independence of Success Ideally 7-10 Members
8 2. Little s Law: Defining Rule for Flow L = λw (N = XT) WIP = Prod. Rate x Flow Time
9 Theoretical Profile! Capacity Production Deterministic N = X T Probabilistic (Exponential) WIP
10 Empirical Profile Little's Law and Chaos Remember N = XT Throughput 6 4 Deterministic Exponential Empirical WIP 10 stages, µ = 1
11 Questions? What happens when we release jobs to a busy shop floor? What happens when we reduce variability?
12 Typical Scenario: High Utilization, So Jobs are Late, Therefore Release More Jobs Early L=λW (or N=XT) 1. λ high implies λ small; 2. Since L increases, W increases; 3. As W (lead time) increases, tempted to release jobs even earlier 4. Congestion and interference reduce throughput
13 Reducing Variability General Arrivals (λ) and Service (S) E( ThroughputTime) = E( W ) + E( S) E( W ) q ρ ( 1+ C ) ( ) s Ca + ρ Cs ρ C ρ 2 2 s = λ q [ 2 λ(1 ρ) ] E( S) (ρ = X Capacity)
14 Question: How Far Is the Blue (Random) Line from the Purple (Deterministic) Line? ρ = 0.8, Exponential Arrivals vs. Fixed Interarrivals Random Service vs. Standardized Service What happens if we release jobs at fixed intervals? What happens with reliable processes & standard tasks?
15 3. Transfer vs. Process Batches Lot-Streaming Dividing the process batch into multiple transfer batches for concurrent processing at successive stages
16 Simple Illustration Machine 1 Three stages Batch size = Time Unit proc. times = 1, 3, 2 a. One Transfer Batch No setup Machine Time b. Two Transfer Batches Machine Time c. Single Unit Transfer Batches
17 MH vs Thruput Time Tradeoff MH Loads vs. Cycle Time MH Loads Cycle Time
18 Basic Rules (L Sublots, Q units) 1. Consistent, equal sublots good (not optimal) (p 2 q i = p 1 q i+1 is optimal for adjacent WSs) 2. Decreasing marginal benefit: 2 sublots50% of max gain Q T Q p p = + b L i b 3. Protect bottleneck (avoid sublot setup loss) i
19 4. Cross-Training Ensure Redundancy Consider Job Enrichment as Motivator Task Frequency Sufficient for Proficiency Lead Experts for Each Task Cover all Responsibilities Pay per Skill Breadth and Depth Worker Flexibility vs. WIP Safety Stock
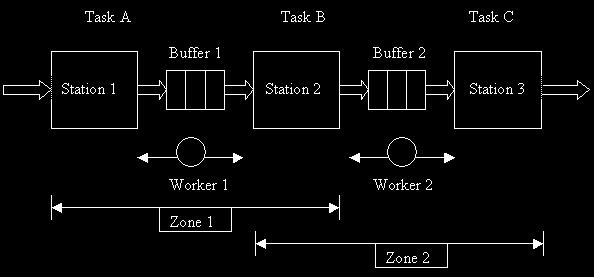
20 a. Dynamic Rebalancing 1 4 min 3 min 6 min 8 min 3 min a. Two Workers Total Time = min 3 min 6 min 8 min 3 min b. Three Workers Part Flow Worker Flow (Orbit) Workstation
21 b. Bucket Brigades (TSS) & Variants BB Assumes Task Continuity Ordered Workers Slowest to Fastest Effective in Picking Buffers can be added Champion Strategy (For low machine ρ) Leapfrog Strategy (Less worker movement)
22
23 5. Performance Evaluation N = X T Find X & T given N & Capacity Find T and needed N for desired X given Capacity Find T, X Tradeoff
24 Open System (Receive and Release) Random
25 Basic Poisson Process Estimate 1. Compute Effective Arrival Rates at Workstations m ' ' j = j + k pkj k = 1 λ λ λ 2. Evaluate Each Workstation (M/M/1) P(0) = 1-ρ 5/day (A) L = ρ/(1-ρ) W = L/λ 6/day (B) 5
26 System & Product Measures 3. Aggregate Across Workstations m = j j= 1 W v W j W B = W +.67W + W
27 External Demand Closed System (CONWIP)
28 Basic Performance Evaluation - Closed Consider a Closed System with N Jobs: X = Production rate, T = Throughput time C P M =c j Total Servers or Max Active Jobs j= 1 M =t j Total Job Processing time j= 1 min( C, N) T P so N = XT X P
29 Performance Evaluation Extension Assume WIP Evenly Spread Out T N P, Exponential Processing Time M = N P, Constant, Synchronous Processing with N M M As Always, N=XT Very Optimistic Model! No Starvation when N M


30 References and Extensions 1. Askin, R. & J. Goldberg, Design and Analysis of Lean Production Systems, Wiley& Sons, Askin, R. & C. Standridge, Modeling and Analysis of Manufacturing Systems, Wiley & Sons, Black, J. T., Design of the Factory with a Future, McGraw Hill, Harmon, R & L. Peterson, Reinventing the Factory, Free Press, Hopp, W. and M. Spearman, Factory Physics, McGraw Hill, 2000.
S. T. Enns Paul Rogers. Dept. of Mechanical and Manufacturing Engineering University of Calgary Calgary, AB., T2N-1N4, CANADA
 Proceedings of the 2008 Winter Simulation Conference S. J. Mason, R. R. Hill, L. Mönch, O. Rose, T. Jefferson, J. W. Fowler eds. CLARIFYING CONWIP VERSUS PUSH SYSTEM BEHAVIOR USING SIMULATION S. T. Enns
Proceedings of the 2008 Winter Simulation Conference S. J. Mason, R. R. Hill, L. Mönch, O. Rose, T. Jefferson, J. W. Fowler eds. CLARIFYING CONWIP VERSUS PUSH SYSTEM BEHAVIOR USING SIMULATION S. T. Enns
Glossary availability cellular manufacturing closed queueing network coefficient of variation (CV) conditional probability CONWIP
 conditional probability CONWIP") Glossary availability The long-run average fraction of time that the processor is available for processing jobs, denoted by a (p. 113). cellular manufacturing The concept of organizing the factory into
Glossary availability The long-run average fraction of time that the processor is available for processing jobs, denoted by a (p. 113). cellular manufacturing The concept of organizing the factory into
A PARAMETRIC DECOMPOSITION BASED APPROACH FOR MULTI-CLASS CLOSED QUEUING NETWORKS WITH SYNCHRONIZATION STATIONS
 A PARAMETRIC DECOMPOSITION BASED APPROACH FOR MULTI-CLASS CLOSED QUEUING NETWORKS WITH SYNCHRONIZATION STATIONS Kumar Satyam and Ananth Krishnamurthy Department of Decision Sciences and Engineering Systems,
A PARAMETRIC DECOMPOSITION BASED APPROACH FOR MULTI-CLASS CLOSED QUEUING NETWORKS WITH SYNCHRONIZATION STATIONS Kumar Satyam and Ananth Krishnamurthy Department of Decision Sciences and Engineering Systems,
Single-part-type, multiple stage systems
 MIT 2.853/2.854 Introduction to Manufacturing Systems Single-part-type, multiple stage systems Stanley B. Gershwin Laboratory for Manufacturing and Productivity Massachusetts Institute of Technology Single-stage,
MIT 2.853/2.854 Introduction to Manufacturing Systems Single-part-type, multiple stage systems Stanley B. Gershwin Laboratory for Manufacturing and Productivity Massachusetts Institute of Technology Single-stage,
ORI 390Q Models and Analysis of Manufacturing Systems First Exam, fall 1994
 ORI 90Q Models and Analysis of Manufacturing Systems First Exam, fall 1994 (time, defect rate) (12,0.05) 5 6 V A (16,0.07) (15,0.07) (5,0) M 1 1 2 M1 M2 O A (10,0.1) 7 8 V B (8,0.2) M4 2 4 M5 The figure
ORI 90Q Models and Analysis of Manufacturing Systems First Exam, fall 1994 (time, defect rate) (12,0.05) 5 6 V A (16,0.07) (15,0.07) (5,0) M 1 1 2 M1 M2 O A (10,0.1) 7 8 V B (8,0.2) M4 2 4 M5 The figure
Push and Pull Systems in a Dynamic Environment
 Push and Pull Systems in a Dynamic Environment ichael Zazanis Dept. of IEOR University of assachusetts Amherst, A 0003 email: zazanis@ecs.umass.edu Abstract We examine Push and Pull production control
Push and Pull Systems in a Dynamic Environment ichael Zazanis Dept. of IEOR University of assachusetts Amherst, A 0003 email: zazanis@ecs.umass.edu Abstract We examine Push and Pull production control
A Semiconductor Wafer
 M O T I V A T I O N Semi Conductor Wafer Fabs A Semiconductor Wafer Clean Oxidation PhotoLithography Photoresist Strip Ion Implantation or metal deosition Fabrication of a single oxide layer Etching MS&E324,
M O T I V A T I O N Semi Conductor Wafer Fabs A Semiconductor Wafer Clean Oxidation PhotoLithography Photoresist Strip Ion Implantation or metal deosition Fabrication of a single oxide layer Etching MS&E324,
Design of Manufacturing Systems Manufacturing Cells
 Design of Manufacturing Systems Manufacturing Cells Outline General features Examples Strengths and weaknesses Group technology steps System design Virtual cellular manufacturing 2 Manufacturing cells
Design of Manufacturing Systems Manufacturing Cells Outline General features Examples Strengths and weaknesses Group technology steps System design Virtual cellular manufacturing 2 Manufacturing cells
Duration of online examination will be of 1 Hour 20 minutes (80 minutes).
.") Program Name: SC Subject: Production and Operations Management Assessment Name: POM - Exam Weightage: 70 Total Marks: 70 Duration: 80 mins Online Examination: Online examination is a Computer based examination.
Program Name: SC Subject: Production and Operations Management Assessment Name: POM - Exam Weightage: 70 Total Marks: 70 Duration: 80 mins Online Examination: Online examination is a Computer based examination.
Systems Optimization and Analysis Optimization Project. Labor Planning for a Manufacturing Line
 15.066 Systems Optimization and Analysis Optimization Project Labor Planning for a Manufacturing Line Team 1 The Tek Team Lane Ballard Christine Cheung Justin Ging Omur Kaya David Jackson Alyson Naughton
15.066 Systems Optimization and Analysis Optimization Project Labor Planning for a Manufacturing Line Team 1 The Tek Team Lane Ballard Christine Cheung Justin Ging Omur Kaya David Jackson Alyson Naughton
SYMBIOSIS CENTRE FOR DISTANCE LEARNING (SCDL) Subject: production and operations management
 Subject: production and operations management") Sample Questions: Section I: Subjective Questions 1. What are the inputs required to plan a master production schedule? 2. What are the different operations schedule types based on time and applications?
Sample Questions: Section I: Subjective Questions 1. What are the inputs required to plan a master production schedule? 2. What are the different operations schedule types based on time and applications?
Analysis of Software Artifacts
 Analysis of Software Artifacts System Performance I Shu-Ngai Yeung (with edits by Jeannette Wing) Department of Statistics Carnegie Mellon University Pittsburgh, PA 15213 2001 by Carnegie Mellon University
Analysis of Software Artifacts System Performance I Shu-Ngai Yeung (with edits by Jeannette Wing) Department of Statistics Carnegie Mellon University Pittsburgh, PA 15213 2001 by Carnegie Mellon University
Design of Cellular Manufacturing Systems for Dynamic and Uncertain Production Requirements with Presence of Routing Flexibility
 Design of Cellular Manufacturing Systems for Dynamic and Uncertain Production Requirements with Presence of Routing Flexibility Anan Mungwattana Dissertation submitted to the Faculty of the Virginia Polytechnic
Design of Cellular Manufacturing Systems for Dynamic and Uncertain Production Requirements with Presence of Routing Flexibility Anan Mungwattana Dissertation submitted to the Faculty of the Virginia Polytechnic
Chaotic Behavior in a Deterministic Model of Manufacturing
 Chaotic Behavior in a Deterministic Model of Manufacturing The Supply Chain & Logistics Institute School of Industrial and Systems Engineering Georgia Institute of Technology Atlanta, GA 30332-0205 USA
Chaotic Behavior in a Deterministic Model of Manufacturing The Supply Chain & Logistics Institute School of Industrial and Systems Engineering Georgia Institute of Technology Atlanta, GA 30332-0205 USA
Queueing Theory I Summary! Little s Law! Queueing System Notation! Stationary Analysis of Elementary Queueing Systems " M/M/1 " M/M/m " M/M/1/K "
 Queueing Theory I Summary Little s Law Queueing System Notation Stationary Analysis of Elementary Queueing Systems " M/M/1 " M/M/m " M/M/1/K " Little s Law a(t): the process that counts the number of arrivals
Queueing Theory I Summary Little s Law Queueing System Notation Stationary Analysis of Elementary Queueing Systems " M/M/1 " M/M/m " M/M/1/K " Little s Law a(t): the process that counts the number of arrivals
ISyE 2030 Practice Test 1
 1 NAME ISyE 2030 Practice Test 1 Summer 2005 This test is open notes, open books. You have exactly 90 minutes. 1. Some Short-Answer Flow Questions (a) TRUE or FALSE? One of the primary reasons why theoretical
1 NAME ISyE 2030 Practice Test 1 Summer 2005 This test is open notes, open books. You have exactly 90 minutes. 1. Some Short-Answer Flow Questions (a) TRUE or FALSE? One of the primary reasons why theoretical
Control of Fork-Join Networks in Heavy-Traffic
 in Heavy-Traffic Asaf Zviran Based on MSc work under the guidance of Rami Atar (Technion) and Avishai Mandelbaum (Technion) Industrial Engineering and Management Technion June 2010 Introduction Network
in Heavy-Traffic Asaf Zviran Based on MSc work under the guidance of Rami Atar (Technion) and Avishai Mandelbaum (Technion) Industrial Engineering and Management Technion June 2010 Introduction Network
Basic Queueing Theory
 After The Race The Boston Marathon is a local institution with over a century of history and tradition. The race is run on Patriot s Day, starting on the Hopkinton green and ending at the Prudential Center
After The Race The Boston Marathon is a local institution with over a century of history and tradition. The race is run on Patriot s Day, starting on the Hopkinton green and ending at the Prudential Center
MACHINE DEDICATION UNDER PRODUCT AND PROCESS DIVERSITY. Darius Rohan. IBM Microelectonics Division East Fishkill, NY 12533, U.S.A.
 Proceedings of the 1999 Winter Simulation Conference P. A. Farrington, H. B. Nembhard, D. T. Sturrock, and G. W. Evans, eds. MACHINE DEDICATION UNDER PRODUCT AND PROCESS DIVERSITY Darius Rohan IBM Microelectonics
Proceedings of the 1999 Winter Simulation Conference P. A. Farrington, H. B. Nembhard, D. T. Sturrock, and G. W. Evans, eds. MACHINE DEDICATION UNDER PRODUCT AND PROCESS DIVERSITY Darius Rohan IBM Microelectonics
ISyE 2030 Practice Test 2
 1 NAME ISyE 2030 Practice Test 2 Summer 2005 This test is open notes, open books. You have exactly 75 minutes. 1. Short-Answer Questions (a) TRUE or FALSE? If arrivals occur according to a Poisson process
1 NAME ISyE 2030 Practice Test 2 Summer 2005 This test is open notes, open books. You have exactly 75 minutes. 1. Short-Answer Questions (a) TRUE or FALSE? If arrivals occur according to a Poisson process
Cost models for lot streaming in a multistage flow shop
 Omega 33 2005) 435 450 www.elsevier.com/locate/omega Cost models for lot streaming in a multistage flow shop Huan Neng Chiu, Jen Huei Chang Department of Industrial Management, National Taiwan University
Omega 33 2005) 435 450 www.elsevier.com/locate/omega Cost models for lot streaming in a multistage flow shop Huan Neng Chiu, Jen Huei Chang Department of Industrial Management, National Taiwan University
COMP9334: Capacity Planning of Computer Systems and Networks
 COMP9334: Capacity Planning of Computer Systems and Networks Week 2: Operational analysis Lecturer: Prof. Sanjay Jha NETWORKS RESEARCH GROUP, CSE, UNSW Operational analysis Operational: Collect performance
COMP9334: Capacity Planning of Computer Systems and Networks Week 2: Operational analysis Lecturer: Prof. Sanjay Jha NETWORKS RESEARCH GROUP, CSE, UNSW Operational analysis Operational: Collect performance
Queueing Theory. VK Room: M Last updated: October 17, 2013.
 Queueing Theory VK Room: M1.30 knightva@cf.ac.uk www.vincent-knight.com Last updated: October 17, 2013. 1 / 63 Overview Description of Queueing Processes The Single Server Markovian Queue Multi Server
Queueing Theory VK Room: M1.30 knightva@cf.ac.uk www.vincent-knight.com Last updated: October 17, 2013. 1 / 63 Overview Description of Queueing Processes The Single Server Markovian Queue Multi Server
5/15/18. Operations Research: An Introduction Hamdy A. Taha. Copyright 2011, 2007 by Pearson Education, Inc. All rights reserved.
 The objective of queuing analysis is to offer a reasonably satisfactory service to waiting customers. Unlike the other tools of OR, queuing theory is not an optimization technique. Rather, it determines
The objective of queuing analysis is to offer a reasonably satisfactory service to waiting customers. Unlike the other tools of OR, queuing theory is not an optimization technique. Rather, it determines
MIT Manufacturing Systems Analysis Lectures 6 9: Flow Lines
 2.852 Manufacturing Systems Analysis 1/165 Copyright 2010 c Stanley B. Gershwin. MIT 2.852 Manufacturing Systems Analysis Lectures 6 9: Flow Lines Models That Can Be Analyzed Exactly Stanley B. Gershwin
2.852 Manufacturing Systems Analysis 1/165 Copyright 2010 c Stanley B. Gershwin. MIT 2.852 Manufacturing Systems Analysis Lectures 6 9: Flow Lines Models That Can Be Analyzed Exactly Stanley B. Gershwin
Bucket brigades - an example of self-organized production. April 20, 2016
 Bucket brigades - an example of self-organized production. April 20, 2016 Bucket Brigade Definition A bucket brigade is a flexible worker system defined by rules that determine what each worker does next:
Bucket brigades - an example of self-organized production. April 20, 2016 Bucket Brigade Definition A bucket brigade is a flexible worker system defined by rules that determine what each worker does next:
Available online at ScienceDirect. Procedia CIRP 17 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 17 (14 ) 398 43 Variety Management in Manufacturing. Proceedings of the 47th CIRP Conference on Manufacturing Systems Adaptive Due
Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 17 (14 ) 398 43 Variety Management in Manufacturing. Proceedings of the 47th CIRP Conference on Manufacturing Systems Adaptive Due
On the equivalence of economic lot scheduling and switched production systems
 On the equivalence of economic lot scheduling and switched production systems K.G.M. Jacobs, Dieter Armbruster,, Erjen Lefeber and J.E. Rooda January, 2 Abstract Scheduling production of several product
On the equivalence of economic lot scheduling and switched production systems K.G.M. Jacobs, Dieter Armbruster,, Erjen Lefeber and J.E. Rooda January, 2 Abstract Scheduling production of several product
Zero-Inventory Conditions For a Two-Part-Type Make-to-Stock Production System
 Zero-Inventory Conditions For a Two-Part-Type Make-to-Stock Production System MichaelH.Veatch Francis de Véricourt October 9, 2002 Abstract We consider the dynamic scheduling of a two-part-type make-tostock
Zero-Inventory Conditions For a Two-Part-Type Make-to-Stock Production System MichaelH.Veatch Francis de Véricourt October 9, 2002 Abstract We consider the dynamic scheduling of a two-part-type make-tostock
QUEUING SYSTEM. Yetunde Folajimi, PhD
 QUEUING SYSTEM Yetunde Folajimi, PhD Part 2 Queuing Models Queueing models are constructed so that queue lengths and waiting times can be predicted They help us to understand and quantify the effect of
QUEUING SYSTEM Yetunde Folajimi, PhD Part 2 Queuing Models Queueing models are constructed so that queue lengths and waiting times can be predicted They help us to understand and quantify the effect of
Scheduling I. Today. Next Time. ! Introduction to scheduling! Classical algorithms. ! Advanced topics on scheduling
 Scheduling I Today! Introduction to scheduling! Classical algorithms Next Time! Advanced topics on scheduling Scheduling out there! You are the manager of a supermarket (ok, things don t always turn out
Scheduling I Today! Introduction to scheduling! Classical algorithms Next Time! Advanced topics on scheduling Scheduling out there! You are the manager of a supermarket (ok, things don t always turn out
Multi Heterogeneous Queueing Server System. General Exam Oral Examination Fall 2012 prepared by Husnu Saner Narman
 Multi Heterogeneous Queueing Server System General Exam Oral Examination Fall 2012 prepared by Husnu Saner Narman Content Motivation Contribution Multi Heterogeneous System First Model Analysis of First
Multi Heterogeneous Queueing Server System General Exam Oral Examination Fall 2012 prepared by Husnu Saner Narman Content Motivation Contribution Multi Heterogeneous System First Model Analysis of First
Type 1. Type 1 Type 2 Type 2 M 4 M 1 B 41 B 71 B 31 B 51 B 32 B 11 B 12 B 22 B 61 M 3 M 2 B 21
 Design and Operation of Manufacturing Systems The Control-Point Policy by Stanley B. Gershwin Institute Massachusetts Technology of Cambridge, 02139 USA Massachusetts I I E Annual Conference Orlando, Florida,
Design and Operation of Manufacturing Systems The Control-Point Policy by Stanley B. Gershwin Institute Massachusetts Technology of Cambridge, 02139 USA Massachusetts I I E Annual Conference Orlando, Florida,
A Method for Sweet Point Operation of Re-entrant Lines
 A Method for Sweet Point Operation of Re-entrant Lines Semyon M. Meerkov, Chao-Bo Yan, Department of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, MI 4819-2122, USA (e-mail:
A Method for Sweet Point Operation of Re-entrant Lines Semyon M. Meerkov, Chao-Bo Yan, Department of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, MI 4819-2122, USA (e-mail:
On the Partitioning of Servers in Queueing Systems during Rush Hour
 On the Partitioning of Servers in Queueing Systems during Rush Hour This paper is motivated by two phenomena observed in many queueing systems in practice. The first is the partitioning of server capacity
On the Partitioning of Servers in Queueing Systems during Rush Hour This paper is motivated by two phenomena observed in many queueing systems in practice. The first is the partitioning of server capacity
Waiting Line Models: Queuing Theory Basics. Metodos Cuantitativos M. En C. Eduardo Bustos Farias 1
 Waiting Line Models: Queuing Theory Basics Cuantitativos M. En C. Eduardo Bustos Farias 1 Agenda Queuing system structure Performance measures Components of queuing systems Arrival process Service process
Waiting Line Models: Queuing Theory Basics Cuantitativos M. En C. Eduardo Bustos Farias 1 Agenda Queuing system structure Performance measures Components of queuing systems Arrival process Service process
Synchronized Queues with Deterministic Arrivals
 Synchronized Queues with Deterministic Arrivals Dimitra Pinotsi and Michael A. Zazanis Department of Statistics Athens University of Economics and Business 76 Patission str., Athens 14 34, Greece Abstract
Synchronized Queues with Deterministic Arrivals Dimitra Pinotsi and Michael A. Zazanis Department of Statistics Athens University of Economics and Business 76 Patission str., Athens 14 34, Greece Abstract
Introduction to Queuing Theory. Mathematical Modelling
 Queuing Theory, COMPSCI 742 S2C, 2014 p. 1/23 Introduction to Queuing Theory and Mathematical Modelling Computer Science 742 S2C, 2014 Nevil Brownlee, with acknowledgements to Peter Fenwick, Ulrich Speidel
Queuing Theory, COMPSCI 742 S2C, 2014 p. 1/23 Introduction to Queuing Theory and Mathematical Modelling Computer Science 742 S2C, 2014 Nevil Brownlee, with acknowledgements to Peter Fenwick, Ulrich Speidel
Queuing Theory. Using the Math. Management Science
 Queuing Theory Using the Math 1 Markov Processes (Chains) A process consisting of a countable sequence of stages, that can be judged at each stage to fall into future states independent of how the process
Queuing Theory Using the Math 1 Markov Processes (Chains) A process consisting of a countable sequence of stages, that can be judged at each stage to fall into future states independent of how the process
Departure time choice equilibrium problem with partial implementation of congestion pricing
 Departure time choice equilibrium problem with partial implementation of congestion pricing Tokyo Institute of Technology Postdoctoral researcher Katsuya Sakai 1 Contents 1. Introduction 2. Method/Tool
Departure time choice equilibrium problem with partial implementation of congestion pricing Tokyo Institute of Technology Postdoctoral researcher Katsuya Sakai 1 Contents 1. Introduction 2. Method/Tool
Queueing Review. Christos Alexopoulos and Dave Goldsman 10/25/17. (mostly from BCNN) Georgia Institute of Technology, Atlanta, GA, USA
 Georgia Institute of Technology, Atlanta, GA, USA") 1 / 26 Queueing Review (mostly from BCNN) Christos Alexopoulos and Dave Goldsman Georgia Institute of Technology, Atlanta, GA, USA 10/25/17 2 / 26 Outline 1 Introduction 2 Queueing Notation 3 Transient
1 / 26 Queueing Review (mostly from BCNN) Christos Alexopoulos and Dave Goldsman Georgia Institute of Technology, Atlanta, GA, USA 10/25/17 2 / 26 Outline 1 Introduction 2 Queueing Notation 3 Transient
Stochastic Models of Manufacturing Systems
 Stochastic Models of Manufacturing Systems Ivo Adan Systems 2/49 Continuous systems State changes continuously in time (e.g., in chemical applications) Discrete systems State is observed at fixed regular
Stochastic Models of Manufacturing Systems Ivo Adan Systems 2/49 Continuous systems State changes continuously in time (e.g., in chemical applications) Discrete systems State is observed at fixed regular
Continuous Dynamic Models, Clearing Functions, and Discrete-Event Simulation in Aggregate Production Planning
 INFORMS 2012 c 2012 INFORMS isbn 978-0-9843378-3-5 http://dx.doi.org/10.1287/educ.1120.0102 Continuous Dynamic Models, Clearing Functions, and Discrete-Event Simulation in Aggregate Production Planning
INFORMS 2012 c 2012 INFORMS isbn 978-0-9843378-3-5 http://dx.doi.org/10.1287/educ.1120.0102 Continuous Dynamic Models, Clearing Functions, and Discrete-Event Simulation in Aggregate Production Planning
Queueing Review. Christos Alexopoulos and Dave Goldsman 10/6/16. (mostly from BCNN) Georgia Institute of Technology, Atlanta, GA, USA
 Georgia Institute of Technology, Atlanta, GA, USA") 1 / 24 Queueing Review (mostly from BCNN) Christos Alexopoulos and Dave Goldsman Georgia Institute of Technology, Atlanta, GA, USA 10/6/16 2 / 24 Outline 1 Introduction 2 Queueing Notation 3 Transient
1 / 24 Queueing Review (mostly from BCNN) Christos Alexopoulos and Dave Goldsman Georgia Institute of Technology, Atlanta, GA, USA 10/6/16 2 / 24 Outline 1 Introduction 2 Queueing Notation 3 Transient
4.7 Finite Population Source Model
 Characteristics 1. Arrival Process R independent Source All sources are identical Interarrival time is exponential with rate for each source No arrivals if all sources are in the system. OR372-Dr.Khalid
Characteristics 1. Arrival Process R independent Source All sources are identical Interarrival time is exponential with rate for each source No arrivals if all sources are in the system. OR372-Dr.Khalid
Dynamic Control of Parallel-Server Systems
 Dynamic Control of Parallel-Server Systems Jim Dai Georgia Institute of Technology Tolga Tezcan University of Illinois at Urbana-Champaign May 13, 2009 Jim Dai (Georgia Tech) Many-Server Asymptotic Optimality
Dynamic Control of Parallel-Server Systems Jim Dai Georgia Institute of Technology Tolga Tezcan University of Illinois at Urbana-Champaign May 13, 2009 Jim Dai (Georgia Tech) Many-Server Asymptotic Optimality
Improved Algorithms for Machine Allocation in Manufacturing Systems
 Improved Algorithms for Machine Allocation in Manufacturing Systems Hans Frenk Martine Labbé Mario van Vliet Shuzhong Zhang October, 1992 Econometric Institute, Erasmus University Rotterdam, the Netherlands.
Improved Algorithms for Machine Allocation in Manufacturing Systems Hans Frenk Martine Labbé Mario van Vliet Shuzhong Zhang October, 1992 Econometric Institute, Erasmus University Rotterdam, the Netherlands.
CDA5530: Performance Models of Computers and Networks. Chapter 4: Elementary Queuing Theory
 CDA5530: Performance Models of Computers and Networks Chapter 4: Elementary Queuing Theory Definition Queuing system: a buffer (waiting room), service facility (one or more servers) a scheduling policy
CDA5530: Performance Models of Computers and Networks Chapter 4: Elementary Queuing Theory Definition Queuing system: a buffer (waiting room), service facility (one or more servers) a scheduling policy
Chapter 6 Queueing Models. Banks, Carson, Nelson & Nicol Discrete-Event System Simulation
 Chapter 6 Queueing Models Banks, Carson, Nelson & Nicol Discrete-Event System Simulation Purpose Simulation is often used in the analysis of queueing models. A simple but typical queueing model: Queueing
Chapter 6 Queueing Models Banks, Carson, Nelson & Nicol Discrete-Event System Simulation Purpose Simulation is often used in the analysis of queueing models. A simple but typical queueing model: Queueing
Linear Model Predictive Control for Queueing Networks in Manufacturing and Road Traffic
 Linear Model Predictive Control for ueueing Networks in Manufacturing and Road Traffic Yoni Nazarathy Swinburne University of Technology, Melbourne. Joint work with: Erjen Lefeber (manufacturing), Hai
Linear Model Predictive Control for ueueing Networks in Manufacturing and Road Traffic Yoni Nazarathy Swinburne University of Technology, Melbourne. Joint work with: Erjen Lefeber (manufacturing), Hai
SINGLE-SERVER AGGREGATION OF A RE-ENTRANT FLOW LINE
 Proceedings of the 21 Winter Simulation Conference B. Johansson, S. Jain, J. Montoya-Torres, J. Hugan, and E. Yücesan, eds. SINGLE-SERVER AGGREGATION OF A RE-ENTRANT FLOW LINE Casper Veeger Pascal Etman
Proceedings of the 21 Winter Simulation Conference B. Johansson, S. Jain, J. Montoya-Torres, J. Hugan, and E. Yücesan, eds. SINGLE-SERVER AGGREGATION OF A RE-ENTRANT FLOW LINE Casper Veeger Pascal Etman
Exact Mixed Integer Programming for Integrated Scheduling and Process Planning in Flexible Environment
 Journal of Optimization in Industrial Engineering 15 (2014) 47-53 Exact ixed Integer Programming for Integrated Scheduling and Process Planning in Flexible Environment ohammad Saidi mehrabad a, Saeed Zarghami
Journal of Optimization in Industrial Engineering 15 (2014) 47-53 Exact ixed Integer Programming for Integrated Scheduling and Process Planning in Flexible Environment ohammad Saidi mehrabad a, Saeed Zarghami
0utline. 1. Tools from Operations Research. 2. Applications
 0utline 1. Tools from Operations Research Little s Law (average values) Unreliable Machine(s) (operation dependent) Buffers (zero buffers & infinite buffers) M/M/1 Queue (effects of variation) 2. Applications
0utline 1. Tools from Operations Research Little s Law (average values) Unreliable Machine(s) (operation dependent) Buffers (zero buffers & infinite buffers) M/M/1 Queue (effects of variation) 2. Applications
Analytical Approximations to Predict Performance Measures of Manufacturing Systems with Job Failures and Parallel Processing
 Florida International University FIU Digital Commons FIU Electronic Theses and Dissertations University Graduate School 3-12-2010 Analytical Approximations to Predict Performance Measures of Manufacturing
Florida International University FIU Digital Commons FIU Electronic Theses and Dissertations University Graduate School 3-12-2010 Analytical Approximations to Predict Performance Measures of Manufacturing
Pooling in tandem queueing networks with non-collaborative servers
 DOI 10.1007/s11134-017-9543-0 Pooling in tandem queueing networks with non-collaborative servers Nilay Tanık Argon 1 Sigrún Andradóttir 2 Received: 22 September 2016 / Revised: 26 June 2017 Springer Science+Business
DOI 10.1007/s11134-017-9543-0 Pooling in tandem queueing networks with non-collaborative servers Nilay Tanık Argon 1 Sigrún Andradóttir 2 Received: 22 September 2016 / Revised: 26 June 2017 Springer Science+Business
Stochastic Models of Manufacturing Systems
 Stochastic Models of Manufacturing Systems Ivo Adan Organization 2/47 7 lectures (lecture of May 12 is canceled) Studyguide available (with notes, slides, assignments, references), see http://www.win.tue.nl/
Stochastic Models of Manufacturing Systems Ivo Adan Organization 2/47 7 lectures (lecture of May 12 is canceled) Studyguide available (with notes, slides, assignments, references), see http://www.win.tue.nl/
YORK UNIVERSITY FACULTY OF ARTS DEPARTMENT OF MATHEMATICS AND STATISTICS MATH , YEAR APPLIED OPTIMIZATION (TEST #4 ) (SOLUTIONS)
 (SOLUTIONS)") YORK UNIVERSITY FACULTY OF ARTS DEPARTMENT OF MATHEMATICS AND STATISTICS Instructor : Dr. Igor Poliakov MATH 4570 6.0, YEAR 2006-07 APPLIED OPTIMIZATION (TEST #4 ) (SOLUTIONS) March 29, 2007 Name (print)
YORK UNIVERSITY FACULTY OF ARTS DEPARTMENT OF MATHEMATICS AND STATISTICS Instructor : Dr. Igor Poliakov MATH 4570 6.0, YEAR 2006-07 APPLIED OPTIMIZATION (TEST #4 ) (SOLUTIONS) March 29, 2007 Name (print)
A Study on Performance Analysis of Queuing System with Multiple Heterogeneous Servers
 UNIVERSITY OF OKLAHOMA GENERAL EXAM REPORT A Study on Performance Analysis of Queuing System with Multiple Heterogeneous Servers Prepared by HUSNU SANER NARMAN husnu@ou.edu based on the papers 1) F. S.
UNIVERSITY OF OKLAHOMA GENERAL EXAM REPORT A Study on Performance Analysis of Queuing System with Multiple Heterogeneous Servers Prepared by HUSNU SANER NARMAN husnu@ou.edu based on the papers 1) F. S.
Slides 9: Queuing Models
 Slides 9: Queuing Models Purpose Simulation is often used in the analysis of queuing models. A simple but typical queuing model is: Queuing models provide the analyst with a powerful tool for designing
Slides 9: Queuing Models Purpose Simulation is often used in the analysis of queuing models. A simple but typical queuing model is: Queuing models provide the analyst with a powerful tool for designing
Effective Bandwidth for Traffic Engineering
 Brigham Young University BYU ScholarsArchive All Faculty Publications 2-5- Effective Bandwidth for Traffic Engineering Mark J. Clement clement@cs.byu.edu Rob Kunz See next page for additional authors Follow
Brigham Young University BYU ScholarsArchive All Faculty Publications 2-5- Effective Bandwidth for Traffic Engineering Mark J. Clement clement@cs.byu.edu Rob Kunz See next page for additional authors Follow
X i. X(n) = 1 n. (X i X(n)) 2. S(n) n
 = 1 n. (X i X(n)) 2. S(n) n") Confidence intervals Let X 1, X 2,..., X n be independent realizations of a random variable X with unknown mean µ and unknown variance σ 2. Sample mean Sample variance X(n) = 1 n S 2 (n) = 1 n 1 n i=1
Confidence intervals Let X 1, X 2,..., X n be independent realizations of a random variable X with unknown mean µ and unknown variance σ 2. Sample mean Sample variance X(n) = 1 n S 2 (n) = 1 n 1 n i=1
Reducing manufacturing lead times and minimizing work-in-process (WIP) inventories
 inventories") in the Design of Facility Layouts Saifallah Benjaafar Division of Industrial Engineering, Department of Mechanical Engineering, University of Minnesota, Minneapolis, Minnesota 55455 saif@tc.umn.edu Reducing
in the Design of Facility Layouts Saifallah Benjaafar Division of Industrial Engineering, Department of Mechanical Engineering, University of Minnesota, Minneapolis, Minnesota 55455 saif@tc.umn.edu Reducing
Stochastic Models of Manufacturing Systems
 Stochastic Models of Manufacturing Systems Ivo Adan Exponential closed networks 2/55 Workstations 1,..., M Workstation m has c m parallel identical machines N circulating jobs (N is the population size)
Stochastic Models of Manufacturing Systems Ivo Adan Exponential closed networks 2/55 Workstations 1,..., M Workstation m has c m parallel identical machines N circulating jobs (N is the population size)
Development and Application of a New Modeling Technique for Production Control Schemes in Manufacturing Systems
 Brigham Young University BYU ScholarsArchive All Theses and Dissertations 2005-05-12 Development and Application of a New Modeling Technique for Production Control Schemes in Manufacturing Systems Bashar
Brigham Young University BYU ScholarsArchive All Theses and Dissertations 2005-05-12 Development and Application of a New Modeling Technique for Production Control Schemes in Manufacturing Systems Bashar
Data analysis and stochastic modeling
 Data analysis and stochastic modeling Lecture 7 An introduction to queueing theory Guillaume Gravier guillaume.gravier@irisa.fr with a lot of help from Paul Jensen s course http://www.me.utexas.edu/ jensen/ormm/instruction/powerpoint/or_models_09/14_queuing.ppt
Data analysis and stochastic modeling Lecture 7 An introduction to queueing theory Guillaume Gravier guillaume.gravier@irisa.fr with a lot of help from Paul Jensen s course http://www.me.utexas.edu/ jensen/ormm/instruction/powerpoint/or_models_09/14_queuing.ppt
OPTIMAL CONTROL OF PARALLEL QUEUES WITH BATCH SERVICE
 Probability in the Engineering and Informational Sciences, 16, 2002, 289 307+ Printed in the U+S+A+ OPTIMAL CONTROL OF PARALLEL QUEUES WITH BATCH SERVICE CATHY H. XIA IBM T.J. Watson Research Center Yorktown,
Probability in the Engineering and Informational Sciences, 16, 2002, 289 307+ Printed in the U+S+A+ OPTIMAL CONTROL OF PARALLEL QUEUES WITH BATCH SERVICE CATHY H. XIA IBM T.J. Watson Research Center Yorktown,
Lot Streaming in Two-Stage Flow Shops and Assembly Systems
 Lot Streaming in Two-Stage Flow Shops and Assembly Systems Niloy J. Mukherjee Dissertation submitted to the Faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of
Lot Streaming in Two-Stage Flow Shops and Assembly Systems Niloy J. Mukherjee Dissertation submitted to the Faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of
Advanced Computer Networks Lecture 3. Models of Queuing
 Advanced Computer Networks Lecture 3. Models of Queuing Husheng Li Min Kao Department of Electrical Engineering and Computer Science University of Tennessee, Knoxville Spring, 2016 1/13 Terminology of
Advanced Computer Networks Lecture 3. Models of Queuing Husheng Li Min Kao Department of Electrical Engineering and Computer Science University of Tennessee, Knoxville Spring, 2016 1/13 Terminology of
Bryco Machine Welcomes SME and AME. October 1, 2008
 Bryco Machine Welcomes SME and AME October 1, 2008 2008 Type of Shop Leading precision machining contract manufacturer Manufacturer of complex parts that require state-of-the-art equipment and high level
Bryco Machine Welcomes SME and AME October 1, 2008 2008 Type of Shop Leading precision machining contract manufacturer Manufacturer of complex parts that require state-of-the-art equipment and high level
Modeling and Analysis of Manufacturing Systems
 34 Modeling and Analysis of Manufacturing Systems E. Lefeber Eindhoven University of Technology J.E. Rooda Eindhoven University of Technology 34.1 Introduction... 34-1 34. Preliminaries... 34-34.3 Analytical
34 Modeling and Analysis of Manufacturing Systems E. Lefeber Eindhoven University of Technology J.E. Rooda Eindhoven University of Technology 34.1 Introduction... 34-1 34. Preliminaries... 34-34.3 Analytical
System with a Server Subject to Breakdowns
 Applied Mathematical Sciences Vol. 7 213 no. 11 539 55 On Two Modifications of E 2 /E 2 /1/m Queueing System with a Server Subject to Breakdowns Michal Dorda VSB - Technical University of Ostrava Faculty
Applied Mathematical Sciences Vol. 7 213 no. 11 539 55 On Two Modifications of E 2 /E 2 /1/m Queueing System with a Server Subject to Breakdowns Michal Dorda VSB - Technical University of Ostrava Faculty
Queueing models for a single machine subject to multiple types of interruptions
 IIE Transactions (011 43, 753 759 Copyright C IIE ISSN: 0740-817X print / 1545-8830 online DOI: 10.1080/0740817X.010.550907 Queueing models for a single machine subject to multiple types of interruptions
IIE Transactions (011 43, 753 759 Copyright C IIE ISSN: 0740-817X print / 1545-8830 online DOI: 10.1080/0740817X.010.550907 Queueing models for a single machine subject to multiple types of interruptions
Determining Production Capacity under the consideration of a multistage
 Determining Production Capacity under the consideration of a multistage BOM TRAIAN ALEXANDRU BUDA, EMILIA CALEFARIU, FLAVIUS SARBU, GARILA CALEFARIU Faculty of Technological Engineering and Industrial
Determining Production Capacity under the consideration of a multistage BOM TRAIAN ALEXANDRU BUDA, EMILIA CALEFARIU, FLAVIUS SARBU, GARILA CALEFARIU Faculty of Technological Engineering and Industrial
Advanced Olefin Polymer Reactor Fundamentals and Troubleshooting
 Page 1 of 6 Advanced Olefin Polymer Reactor Fundamentals and Troubleshooting Introduction The success of every company depends of each employee s understanding of the business s key components. Employee
Page 1 of 6 Advanced Olefin Polymer Reactor Fundamentals and Troubleshooting Introduction The success of every company depends of each employee s understanding of the business s key components. Employee
BIRTH DEATH PROCESSES AND QUEUEING SYSTEMS
 BIRTH DEATH PROCESSES AND QUEUEING SYSTEMS Andrea Bobbio Anno Accademico 999-2000 Queueing Systems 2 Notation for Queueing Systems /λ mean time between arrivals S = /µ ρ = λ/µ N mean service time traffic
BIRTH DEATH PROCESSES AND QUEUEING SYSTEMS Andrea Bobbio Anno Accademico 999-2000 Queueing Systems 2 Notation for Queueing Systems /λ mean time between arrivals S = /µ ρ = λ/µ N mean service time traffic
Discrete Event Simulation. Motive
 Discrete Event Simulation These slides are created by Dr. Yih Huang of George Mason University. Students registered in Dr. Huang's courses at GMU can make a single machine-readable copy and print a single
Discrete Event Simulation These slides are created by Dr. Yih Huang of George Mason University. Students registered in Dr. Huang's courses at GMU can make a single machine-readable copy and print a single
Sub-Optimal Scheduling of a Flexible Batch Manufacturing System using an Integer Programming Solution
 Sub-Optimal Scheduling of a Flexible Batch Manufacturing System using an Integer Programming Solution W. Weyerman, D. West, S. Warnick Information Dynamics and Intelligent Systems Group Department of Computer
Sub-Optimal Scheduling of a Flexible Batch Manufacturing System using an Integer Programming Solution W. Weyerman, D. West, S. Warnick Information Dynamics and Intelligent Systems Group Department of Computer
Estimating process batch flow times in a two-stage stochastic flowshop with overlapping operations
 Estimating process batch flow times in a two-stage stochastic flowshop with overlapping operations I. Van Nieuwenhuyse N. Vandaele Department of Applied Economics, University of Antwerp, Prinsstraat 13,
Estimating process batch flow times in a two-stage stochastic flowshop with overlapping operations I. Van Nieuwenhuyse N. Vandaele Department of Applied Economics, University of Antwerp, Prinsstraat 13,
A Retrial Queueing model with FDL at OBS core node
 A Retrial Queueing model with FDL at OBS core node Chuong Dang Thanh a, Duc Pham Trung a, Thang Doan Van b a Faculty of Information Technology, College of Sciences, Hue University, Hue, Viet Nam. E-mail:
A Retrial Queueing model with FDL at OBS core node Chuong Dang Thanh a, Duc Pham Trung a, Thang Doan Van b a Faculty of Information Technology, College of Sciences, Hue University, Hue, Viet Nam. E-mail:
Production Planning and Control
 Production Planning and Control MAERIAL REQUIREMEN PLANNING Haeryip Sihombing BMFP 453 4 Universiti eknikal Malaysia Melaka (UeM) HAERY SIHOMBING First widely available software implementation of a manufacturing
Production Planning and Control MAERIAL REQUIREMEN PLANNING Haeryip Sihombing BMFP 453 4 Universiti eknikal Malaysia Melaka (UeM) HAERY SIHOMBING First widely available software implementation of a manufacturing
CPSC 531: System Modeling and Simulation. Carey Williamson Department of Computer Science University of Calgary Fall 2017
 CPSC 531: System Modeling and Simulation Carey Williamson Department of Computer Science University of Calgary Fall 2017 Motivating Quote for Queueing Models Good things come to those who wait - poet/writer
CPSC 531: System Modeling and Simulation Carey Williamson Department of Computer Science University of Calgary Fall 2017 Motivating Quote for Queueing Models Good things come to those who wait - poet/writer
Bachelor s Degree Programme Operations Research (Valid from 1st January, 2012 to 30th November, 2012.)
") AOR-01 ASSIGNMENT BOOKLET Bachelor s Degree Programme Operations Research (Valid from 1st January, 2012 to 30th November, 2012.) It is compulsory to submit the assignment before filling in the exam form.
AOR-01 ASSIGNMENT BOOKLET Bachelor s Degree Programme Operations Research (Valid from 1st January, 2012 to 30th November, 2012.) It is compulsory to submit the assignment before filling in the exam form.
Research Article Batch Scheduling on Two-Machine Flowshop with Machine-Dependent Setup Times
 Advances in Operations Research Volume 2009, Article ID 153910, 10 pages doi:10.1155/2009/153910 Research Article Batch Scheduling on Two-Machine Flowshop with Machine-Dependent Setup Times Lika Ben-Dati,
Advances in Operations Research Volume 2009, Article ID 153910, 10 pages doi:10.1155/2009/153910 Research Article Batch Scheduling on Two-Machine Flowshop with Machine-Dependent Setup Times Lika Ben-Dati,
Queuing Networks: Burke s Theorem, Kleinrock s Approximation, and Jackson s Theorem. Wade Trappe
 Queuing Networks: Burke s Theorem, Kleinrock s Approximation, and Jackson s Theorem Wade Trappe Lecture Overview Network of Queues Introduction Queues in Tandem roduct Form Solutions Burke s Theorem What
Queuing Networks: Burke s Theorem, Kleinrock s Approximation, and Jackson s Theorem Wade Trappe Lecture Overview Network of Queues Introduction Queues in Tandem roduct Form Solutions Burke s Theorem What
Scheduling I. Today Introduction to scheduling Classical algorithms. Next Time Advanced topics on scheduling
 Scheduling I Today Introduction to scheduling Classical algorithms Next Time Advanced topics on scheduling Scheduling out there You are the manager of a supermarket (ok, things don t always turn out the
Scheduling I Today Introduction to scheduling Classical algorithms Next Time Advanced topics on scheduling Scheduling out there You are the manager of a supermarket (ok, things don t always turn out the
Introduction to queuing theory
 Introduction to queuing theory Claude Rigault ENST claude.rigault@enst.fr Introduction to Queuing theory 1 Outline The problem The number of clients in a system The client process Delay processes Loss
Introduction to queuing theory Claude Rigault ENST claude.rigault@enst.fr Introduction to Queuing theory 1 Outline The problem The number of clients in a system The client process Delay processes Loss
M. Gronalt and R. F. Hartl, Worker and floater time allocation Introduction and problem description In this paper we propose a simultaneous app
 Worker and floater time allocation in a mixed-model assembly line Manfred Gronalt and Richard F. Hartl University of Vienna, Department of Business Studies, Brünner Straße 72, A-1210 Vienna, April 19,
Worker and floater time allocation in a mixed-model assembly line Manfred Gronalt and Richard F. Hartl University of Vienna, Department of Business Studies, Brünner Straße 72, A-1210 Vienna, April 19,
2 Verification of the design prerequisites (Design intent)
") 2 Verification of the design prerequisites (Design intent) Sector/Field Qx actions 1 Building Specifications of client requirements Activities within the building a,b Numbers of users: occupants, visitors
2 Verification of the design prerequisites (Design intent) Sector/Field Qx actions 1 Building Specifications of client requirements Activities within the building a,b Numbers of users: occupants, visitors
Exercises Stochastic Performance Modelling. Hamilton Institute, Summer 2010
 Exercises Stochastic Performance Modelling Hamilton Institute, Summer Instruction Exercise Let X be a non-negative random variable with E[X ]
Exercises Stochastic Performance Modelling Hamilton Institute, Summer Instruction Exercise Let X be a non-negative random variable with E[X ]
Program Name: PGDBA Production and Operations Management Assessment Name: POM - Exam Weightage: 70 Total Marks: 70
 Program Name: PGDBA Subject: Production and Operations Management Assessment Name: POM - Exam Weightage: 70 Total Marks: 70 Duration: 60 mins Instructions (Start of Assessment): Marks: 70 Time: 60 Minutes
Program Name: PGDBA Subject: Production and Operations Management Assessment Name: POM - Exam Weightage: 70 Total Marks: 70 Duration: 60 mins Instructions (Start of Assessment): Marks: 70 Time: 60 Minutes
Mechanical Engineering 101
 Mechanical Engineering 101 University of alifornia, Berkeley Lecture #16 1 Today s lecture MRP scheduling LFL EOQ/EMQ POQ apacity planning 2 Formulae I it max{ 0, I i t 1 SR GR, it it } NR it max 0, GR
Mechanical Engineering 101 University of alifornia, Berkeley Lecture #16 1 Today s lecture MRP scheduling LFL EOQ/EMQ POQ apacity planning 2 Formulae I it max{ 0, I i t 1 SR GR, it it } NR it max 0, GR
Network Analysis of Fuzzy Bi-serial and Parallel Servers with a Multistage Flow Shop Model
 2st International Congress on Modelling and Simulation, Gold Coast, Australia, 29 Nov to 4 Dec 205 wwwmssanzorgau/modsim205 Network Analysis of Fuzzy Bi-serial and Parallel Servers with a Multistage Flow
2st International Congress on Modelling and Simulation, Gold Coast, Australia, 29 Nov to 4 Dec 205 wwwmssanzorgau/modsim205 Network Analysis of Fuzzy Bi-serial and Parallel Servers with a Multistage Flow
Single-part-type, multiple stage systems. Lecturer: Stanley B. Gershwin
 Single-part-type, multiple stage systems Lecturer: Stanley B. Gershwin Flow Line... also known as a Production or Transfer Line. M 1 B 1 M 2 B 2 M 3 B 3 M 4 B 4 M 5 B 5 M 6 Machine Buffer Machines are
Single-part-type, multiple stage systems Lecturer: Stanley B. Gershwin Flow Line... also known as a Production or Transfer Line. M 1 B 1 M 2 B 2 M 3 B 3 M 4 B 4 M 5 B 5 M 6 Machine Buffer Machines are
Elementary queueing system
 Elementary queueing system Kendall notation Little s Law PASTA theorem Basics of M/M/1 queue M/M/1 with preemptive-resume priority M/M/1 with non-preemptive priority 1 History of queueing theory An old
Elementary queueing system Kendall notation Little s Law PASTA theorem Basics of M/M/1 queue M/M/1 with preemptive-resume priority M/M/1 with non-preemptive priority 1 History of queueing theory An old
Coordinated Replenishments at a Single Stocking Point
 Chapter 11 Coordinated Replenishments at a Single Stocking Point 11.1 Advantages and Disadvantages of Coordination Advantages of Coordination 1. Savings on unit purchase costs.. Savings on unit transportation
Chapter 11 Coordinated Replenishments at a Single Stocking Point 11.1 Advantages and Disadvantages of Coordination Advantages of Coordination 1. Savings on unit purchase costs.. Savings on unit transportation
Review Paper Machine Repair Problem with Spares and N-Policy Vacation
 Research Journal of Recent Sciences ISSN 2277-2502 Res.J.Recent Sci. Review Paper Machine Repair Problem with Spares and N-Policy Vacation Abstract Sharma D.C. School of Mathematics Statistics and Computational
Research Journal of Recent Sciences ISSN 2277-2502 Res.J.Recent Sci. Review Paper Machine Repair Problem with Spares and N-Policy Vacation Abstract Sharma D.C. School of Mathematics Statistics and Computational
Stochastic Modeling and Analysis of Generalized Kanban Controlled Unsaturated finite capacitated Multi-Stage Production System
 Stochastic Modeling and Analysis of Generalized anban Controlled Unsaturated finite capacitated Multi-Stage Production System Mitnala Sreenivasa Rao 1 orada Viswanatha Sharma 2 1 Department of Mechanical
Stochastic Modeling and Analysis of Generalized anban Controlled Unsaturated finite capacitated Multi-Stage Production System Mitnala Sreenivasa Rao 1 orada Viswanatha Sharma 2 1 Department of Mechanical
MIT Manufacturing Systems Analysis Lectures 19 21
 MIT 2.852 Manufacturing Systems Analysis Lectures 19 21 Scheduling: Real-Time Control of Manufacturing Systems Stanley B. Gershwin Spring, 2007 Copyright c 2007 Stanley B. Gershwin. Definitions Events
MIT 2.852 Manufacturing Systems Analysis Lectures 19 21 Scheduling: Real-Time Control of Manufacturing Systems Stanley B. Gershwin Spring, 2007 Copyright c 2007 Stanley B. Gershwin. Definitions Events
CSM: Operational Analysis
 CSM: Operational Analysis 2016-17 Computer Science Tripos Part II Computer Systems Modelling: Operational Analysis by Ian Leslie Richard Gibbens, Ian Leslie Operational Analysis Based on the idea of observation
CSM: Operational Analysis 2016-17 Computer Science Tripos Part II Computer Systems Modelling: Operational Analysis by Ian Leslie Richard Gibbens, Ian Leslie Operational Analysis Based on the idea of observation
Real-Time Calculus. LS 12, TU Dortmund
 Real-Time Calculus Prof. Dr. Jian-Jia Chen LS 12, TU Dortmund 09, Dec., 2014 Prof. Dr. Jian-Jia Chen (LS 12, TU Dortmund) 1 / 35 Arbitrary Deadlines The worst-case response time of τ i by only considering
Real-Time Calculus Prof. Dr. Jian-Jia Chen LS 12, TU Dortmund 09, Dec., 2014 Prof. Dr. Jian-Jia Chen (LS 12, TU Dortmund) 1 / 35 Arbitrary Deadlines The worst-case response time of τ i by only considering