Taguchi Design of Experiments
|
|
|
- Amberlynn Perkins
- 6 years ago
- Views:
Transcription
1 Taguchi Design of Experiments Many factors/inputs/variables must be taken into consideration when making a product especially a brand new one The Taguchi method is a structured approach for determining the best combination of inputs to produce a product or service Based on a Design of Experiments (DOE) methodology for determining parameter levels DOE is an important tool for designing processes and products A method for quantitatively identifying the right inputs and parameter levels for making a high quality product or service Taguchi approaches design from a robust design perspective
2 Taguchi method Traditional Design of Experiments focused on how different design factors affect the average result level In Taguchi s DOE(robust design), variation is more interesting to study than the average Robust design: An experimental method to achieve product and process quality through designing in an insensitivity to noise based on statistical principles.
3 Robust Design A statistical / engineering methodology that aim at reducing the performance variation of a system. The input variables are divided into two board categories. Control factor: the design parameters in product or process design. Noise factor: factors whoes values are hard-to-control during normal process or use conditions
4 The Taguchi Quality Loss Function The traditional model for quality losses No losses within the specification limits! Cost Scrap Cost LSL Target USL The Taguchi loss function the quality loss is zero only if we are on target 4
5 Example (heat treatment process for steel) Heat treatment process used to harden steel components Parameter number 4 5 Parameters Temperature Quenching rate Cooling time Carbon contents Co concentration Level Level unit Determine which process parameters have the greatest impact on the hardness of the steel components O C O C/s s Wt% c %
6 Taguchi method To investigate how different parameters affect the mean and variance of a process performance characteristic. The Taguchi method is best used when there are an intermediate number of variables ( to 50), few interactions between variables, and when only a few variables contribute significantly.
7 Two Level Fractional Factorial Designs As the number of factors in a two level factorial design increases, the number of runs for even a single replicate of the k design becomes very large. For example, a single replicate of an 8 factor two level experiment would require 56 runs. Fractional factorial designs can be used in these cases to draw out valuable conclusions from fewer runs. The principle states that, most of the time, responses are affected by a small number of main effects and lower order interactions, while higher order interactions are relatively unimportant.
8 Half-Fraction Designs A half-fraction of the k design involves running only half of the treatments of the full factorial design. For example, consider a design that requires 8 runs in all. A half-fraction is the design in which only four of the eight treatments are run. The fraction is denoted as - with the - " in the index denoting a half-fraction. In the next figure: Assume that the treatments chosen for the half-fraction design are the ones where the interaction ABCis at the high level (). The resulting - design has a design matrix as shown in Figure (b).
9 Half-Fraction Designs No. of runs = 8 No. of runs = 4 - I= ABC No. of runs = 4 - I= -ABC
10 Half-Fraction Designs The effect, ABC, is called the generator or word for this design The column corresponding to the identity, I, and column corresponding to the interaction, ABC are identical. The identical columns are written as I= ABC and this equation is called the defining relation for the design.
11 Quarter and Smaller Fraction Designs A quarter-fraction design, denoted as k-, consists of a fourth of the runs of the full factorial design. Quarter-fraction designs require two defining relations. The first defining relation returns the half-fraction or the k- design. The second defining relation selects half of the runs of the k- design to give the quarterfraction. Figure a, I= ABCD k-. Figure b, I=AD k-
12 Quarter and Smaller Fraction Designs I= ABCD 4- I=AD 4-
13 Taguchi's Orthogonal Arrays Taguchi's orthogonal arrays are highly fractional orthogonal designs. These designs can be used to estimate main effects using only a few experimental runs. Consider the L4 array shown in the next Figure. The L4 array is denoted as L4(^). L4 means the array requires 4 runs. ^ indicates that the design estimates up to three main effects at levels each. The L4 array can be used to estimate three main effects using four runs provided that the two factor and three factor interactions can be ignored.
14 Taguchi's Orthogonal Arrays L4(^) III - I = -ABC
15 Taguchi's Orthogonal Arrays Figure (b) shows the III - design (I = -ABC, defining relation ) which also requires four runs and can be used to estimate three main effects, assuming that all two factor and three factor interactions are unimportant. A comparison between the two designs shows that thecolumnsinthe twodesigns arethesame except for the arrangement of the columns.

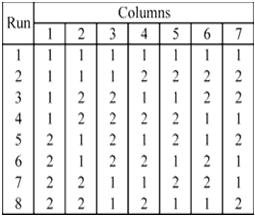
16 Taguchi s Two Level Designs-Examples L4 (^) L8 (^7)

17 Taguchi s Three Level Designs-Example L9 (^4)
18 Analyzing Experimental Data To determine the effect each variable has on the output, the signal-to-noise ratio, or the SN number, needs to be calculated for each experiment conducted. yiis the mean value and siis the variance. yiis the value of the performance characteristic for a given experiment.
19 signal-to-noise ratio
20 Worked out Example A microprocessor company is having difficulty with its current yields. Silicon processors are made on a large die, cut into pieces, and each one is tested to match specifications. The company has requested that you run experiments to increase processor yield. The factors that affect processor yields are temperature, pressure, doping amount, and deposition rate. a) Question: Determine the Taguchi experimental design orthogonal array.
21 Worked out Example The operating conditions for each parameter and level are listed below: A: Temperature A = 00ºC A = 50ºC (current) A = 00ºC B: Pressure B = psi B = 5 psi (current) B = 8 psi C: Doping Amount C = 4% C = 6% (current) C = 8% D: Deposition Rate D = 0. mg/s D = 0. mg/s (current) D = 0. mg/s

22 Selecting the proper orthogonal array by Minitab Software

23 Example: select the appropriate design

24 Example: select the appropriate design

25 Example: enter factors names and levels

26 Worked out Example a) Solution: The L9 orthogonal array should be used. The filled in orthogonal array should look like this: This setup allows the testing of all four variables without having to run 8 (= 4 )

27 Selecting the proper orthogonal array by Minitab Software
28 Worked out Example b) Question: Conducting three trials for each experiment, the data below was collected. Compute the SN ratio for each experiment for the target value case, create a response chart, and determine the parameters that have the highest and lowest effect on the processor yield.
29 Worked out Example Standar d deviatio n Mean Trial Trial Trial Deposit ion Rate Doping Amoun t Pressur e Temper ature Experi ment Numbe r

30 Enter data to Minitab
31 Worked out Example b) Solution: SN i For the first treatment, = 0 log = 9. 5 Experiment Number A (temp) B (pres) C (dop) D (dep) T T T SNi
32 Worked out Example Shown below is the response table. calculating an average SN value for each factor. A sample calculation is shown for Factor B (pressure): Experiment Number A (temp) B (pres) C (dop) D (dep) SNi
33 Worked out Example SN B = + + = 9.8 SN B = + + = 0. SN = B =.9 Level A (temp) B (pres) C (dop) D (dep) Rank 4 The effect of this factor is then calculated by determining the range: = Max Min=.9 9.8=. Deposition rate has the largest effect on the processor yield and the temperature has the smallest effect on the processor yield.

34 Example solution by Minitab

35 Example: determine response columns

36 Example Solution

37 Example: Main Effect Plot for SN ratios
38 Differences between SN and Means response table

39 Main effect plot for means
40 Mixed level designs Example: A reactor's behavior is dependent upon impeller model, mixer speed, the control algorithm employed, and the cooling water valve type. The possible values for each are as follows: Impeller model: A, B, or C Mixer speed: 00, 50, or 400 RPM Control algorithm: PID, PI, or P Valve type: butterfly or globe There are 4 parameters, and each one has levels with the exception of valve type.

41 Mixed level designs

42 Available designs

43 Select the appropriate design

44 Factors and levels

45 Enter factors and levels names

46 Design matrix
Quality Improvement in Hot Dip Galvanizing Process Using Robust Design tools
 Quality Improvement in Hot Dip Galvanizing Process Using Robust Design tools Abdosalam R. Dalef 1 and Mohammed E. Alaalem 2 1 Faculty of Marine Resources, Al-Asmarya Islamic University, Zliten, Libya,
Quality Improvement in Hot Dip Galvanizing Process Using Robust Design tools Abdosalam R. Dalef 1 and Mohammed E. Alaalem 2 1 Faculty of Marine Resources, Al-Asmarya Islamic University, Zliten, Libya,
Chapter 6 The 2 k Factorial Design Solutions
 Solutions from Montgomery, D. C. (004) Design and Analysis of Experiments, Wiley, NY Chapter 6 The k Factorial Design Solutions 6.. A router is used to cut locating notches on a printed circuit board.
Solutions from Montgomery, D. C. (004) Design and Analysis of Experiments, Wiley, NY Chapter 6 The k Factorial Design Solutions 6.. A router is used to cut locating notches on a printed circuit board.
Optimization of Machining Parameters in Wire Cut EDM of Stainless Steel 304 Using Taguchi Techniques
 Advanced Materials Manufacturing & Characterization Vol. 8 Issue 1 (018) Advanced Materials Manufacturing & Characterization journal home page: www.ijammc-griet.com Optimization of Machining Parameters
Advanced Materials Manufacturing & Characterization Vol. 8 Issue 1 (018) Advanced Materials Manufacturing & Characterization journal home page: www.ijammc-griet.com Optimization of Machining Parameters
Optimization of Radial Force in Turning Process Using Taguchi s Approach
 5 th International & 6 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 04) December th 4 th, 04, IIT Optimization of Radial Force in Turning Process Using Taguchi s Approach
5 th International & 6 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 04) December th 4 th, 04, IIT Optimization of Radial Force in Turning Process Using Taguchi s Approach
CHAPTER 6 A STUDY ON DISC BRAKE SQUEAL USING DESIGN OF EXPERIMENTS
 134 CHAPTER 6 A STUDY ON DISC BRAKE SQUEAL USING DESIGN OF EXPERIMENTS 6.1 INTRODUCTION In spite of the large amount of research work that has been carried out to solve the squeal problem during the last
134 CHAPTER 6 A STUDY ON DISC BRAKE SQUEAL USING DESIGN OF EXPERIMENTS 6.1 INTRODUCTION In spite of the large amount of research work that has been carried out to solve the squeal problem during the last
Experimental design. Matti Hotokka Department of Physical Chemistry Åbo Akademi University
 Experimental design Matti Hotokka Department of Physical Chemistry Åbo Akademi University Contents Elementary concepts Regression Validation Design of Experiments Definitions Random sampling Factorial
Experimental design Matti Hotokka Department of Physical Chemistry Åbo Akademi University Contents Elementary concepts Regression Validation Design of Experiments Definitions Random sampling Factorial
Assignment 10 Design of Experiments (DOE)
") Instructions: Assignment 10 Design of Experiments (DOE) 1. Total No. of Questions: 25. Each question carries one point. 2. All questions are objective type. Only one answer is correct per numbered item.
Instructions: Assignment 10 Design of Experiments (DOE) 1. Total No. of Questions: 25. Each question carries one point. 2. All questions are objective type. Only one answer is correct per numbered item.
Chapter 5 EXPERIMENTAL DESIGN AND ANALYSIS
 Chapter 5 EXPERIMENTAL DESIGN AND ANALYSIS This chapter contains description of the Taguchi experimental design and analysis procedure with an introduction to Taguchi OA experimentation and the data analysis
Chapter 5 EXPERIMENTAL DESIGN AND ANALYSIS This chapter contains description of the Taguchi experimental design and analysis procedure with an introduction to Taguchi OA experimentation and the data analysis
Factorial designs (Chapter 5 in the book)
") Factorial designs (Chapter 5 in the book) Ex: We are interested in what affects ph in a liquide. ph is the response variable Choose the factors that affect amount of soda air flow... Choose the number
Factorial designs (Chapter 5 in the book) Ex: We are interested in what affects ph in a liquide. ph is the response variable Choose the factors that affect amount of soda air flow... Choose the number
Design and Analysis of Experiments Lecture 6.1
 Lecture 6.1 1. Review of split unit experiments Why split? Why block? 2. Review of Laboratory 2 Cambridge grassland experiment Soup mix packet filling 3. Extending plot and treatment structures Wood stain
Lecture 6.1 1. Review of split unit experiments Why split? Why block? 2. Review of Laboratory 2 Cambridge grassland experiment Soup mix packet filling 3. Extending plot and treatment structures Wood stain
Taguchi Method and Robust Design: Tutorial and Guideline
 Taguchi Method and Robust Design: Tutorial and Guideline CONTENT 1. Introduction 2. Microsoft Excel: graphing 3. Microsoft Excel: Regression 4. Microsoft Excel: Variance analysis 5. Robust Design: An Example
Taguchi Method and Robust Design: Tutorial and Guideline CONTENT 1. Introduction 2. Microsoft Excel: graphing 3. Microsoft Excel: Regression 4. Microsoft Excel: Variance analysis 5. Robust Design: An Example
Unit 8: Robust Parameter Design
 Unit 8: Robust Parameter Design Source : Chapter 11 (sections 11.1-11.6, part of sections 11.7-11.8 and 11.9). Revisiting two previous experiments. Strategies for reducing variation. Types of noise factors.
Unit 8: Robust Parameter Design Source : Chapter 11 (sections 11.1-11.6, part of sections 11.7-11.8 and 11.9). Revisiting two previous experiments. Strategies for reducing variation. Types of noise factors.
Experimental Investigation of CNC Turning Process Parameters on AISI 1018 carbon steel
 Experimental Investigation of CNC Turning Process Parameters on AISI 1018 carbon steel Bijo Mathew 1,Edin Michael 2 and Jervin Das 3 1,2,3 Faculty, Department of Mechanical Engineering, Bishop Jerome institute,kollam,india
Experimental Investigation of CNC Turning Process Parameters on AISI 1018 carbon steel Bijo Mathew 1,Edin Michael 2 and Jervin Das 3 1,2,3 Faculty, Department of Mechanical Engineering, Bishop Jerome institute,kollam,india
Session 3 Fractional Factorial Designs 4
 Session 3 Fractional Factorial Designs 3 a Modification of a Bearing Example 3. Fractional Factorial Designs Two-level fractional factorial designs Confounding Blocking Two-Level Eight Run Orthogonal Array
Session 3 Fractional Factorial Designs 3 a Modification of a Bearing Example 3. Fractional Factorial Designs Two-level fractional factorial designs Confounding Blocking Two-Level Eight Run Orthogonal Array
TAGUCHI METHOD for DYNAMIC PROBLEMS
 TAGUCHI METHOD for DYNAMIC PROBLEMS Dr. P. R. Apte IIT Bombay SIGNAL - TO - NOISE RATIO 8Feb-1Mar 01 P.R. Apte : 3-Day Taguchi Method Workshop at UNIMAP S/N ratio (Dynamic) - Dyn S/N Ratio - 1 NOISE X
TAGUCHI METHOD for DYNAMIC PROBLEMS Dr. P. R. Apte IIT Bombay SIGNAL - TO - NOISE RATIO 8Feb-1Mar 01 P.R. Apte : 3-Day Taguchi Method Workshop at UNIMAP S/N ratio (Dynamic) - Dyn S/N Ratio - 1 NOISE X
Parameters Optimization of Rotary Ultrasonic Machining of Glass Lens for Surface Roughness Using Statistical Taguchi s Experimental Design
 Parameters Optimization of Rotary Ultrasonic Machining of Glass Lens for Surface Roughness Using Statistical Taguchi s Experimental Design MUHAMMAD HISYAM LEE Universiti Teknologi Malaysia Department of
Parameters Optimization of Rotary Ultrasonic Machining of Glass Lens for Surface Roughness Using Statistical Taguchi s Experimental Design MUHAMMAD HISYAM LEE Universiti Teknologi Malaysia Department of
20g g g Analyze the residuals from this experiment and comment on the model adequacy.
 3.4. A computer ANOVA output is shown below. Fill in the blanks. You may give bounds on the P-value. One-way ANOVA Source DF SS MS F P Factor 3 36.15??? Error??? Total 19 196.04 3.11. A pharmaceutical
3.4. A computer ANOVA output is shown below. Fill in the blanks. You may give bounds on the P-value. One-way ANOVA Source DF SS MS F P Factor 3 36.15??? Error??? Total 19 196.04 3.11. A pharmaceutical
MATH602: APPLIED STATISTICS
 MATH602: APPLIED STATISTICS Dr. Srinivas R. Chakravarthy Department of Science and Mathematics KETTERING UNIVERSITY Flint, MI 48504-4898 Lecture 10 1 FRACTIONAL FACTORIAL DESIGNS Complete factorial designs
MATH602: APPLIED STATISTICS Dr. Srinivas R. Chakravarthy Department of Science and Mathematics KETTERING UNIVERSITY Flint, MI 48504-4898 Lecture 10 1 FRACTIONAL FACTORIAL DESIGNS Complete factorial designs
An Introduction to Design of Experiments
 An Introduction to Design of Experiments Douglas C. Montgomery Regents Professor of Industrial Engineering and Statistics ASU Foundation Professor of Engineering Arizona State University Bradley Jones
An Introduction to Design of Experiments Douglas C. Montgomery Regents Professor of Industrial Engineering and Statistics ASU Foundation Professor of Engineering Arizona State University Bradley Jones
Stat664 Homework #3 due April 21 Turn in problems marked with
 Stat664 Homework #3 due April 2 Turn in problems marked with Note: Whenever appropriate/possible, inspect the possibilities for need of transformation, determine suitable power (considering only power
Stat664 Homework #3 due April 2 Turn in problems marked with Note: Whenever appropriate/possible, inspect the possibilities for need of transformation, determine suitable power (considering only power
Optimization of Process Parameters in CNC Drilling of EN 36
 Optimization of Process Parameters in CNC ing of EN 36 Dr. K. Venkata Subbaiah 1, * Fiaz khan 2, Challa Suresh 3 1 Professor, Department of Mechanical Engineering, Andhra University, Visakhapatnam, Andhra
Optimization of Process Parameters in CNC ing of EN 36 Dr. K. Venkata Subbaiah 1, * Fiaz khan 2, Challa Suresh 3 1 Professor, Department of Mechanical Engineering, Andhra University, Visakhapatnam, Andhra
Designing Two-level Fractional Factorial Experiments in Blocks of Size Two
 Sankhyā : The Indian Journal of Statistics 2004, Volume 66, Part 2, pp 325-340 c 2004, Indian Statistical Institute Designing Two-level Fractional Factorial Experiments in Blocks of Size Two P.C. Wang
Sankhyā : The Indian Journal of Statistics 2004, Volume 66, Part 2, pp 325-340 c 2004, Indian Statistical Institute Designing Two-level Fractional Factorial Experiments in Blocks of Size Two P.C. Wang
DOE Wizard Screening Designs
 DOE Wizard Screening Designs Revised: 10/10/2017 Summary... 1 Example... 2 Design Creation... 3 Design Properties... 13 Saving the Design File... 16 Analyzing the Results... 17 Statistical Model... 18
DOE Wizard Screening Designs Revised: 10/10/2017 Summary... 1 Example... 2 Design Creation... 3 Design Properties... 13 Saving the Design File... 16 Analyzing the Results... 17 Statistical Model... 18
Theory of Screening Procedures to Identify Robust Product Designs Using Fractional Factorial Experiments
 Theory of Screening Procedures to Identify Robust Product Designs Using Fractional Factorial Experiments Guohua Pan Biostatistics and Statistical Reporting Novartis Pharmaceuticals Corporation East Hanover,
Theory of Screening Procedures to Identify Robust Product Designs Using Fractional Factorial Experiments Guohua Pan Biostatistics and Statistical Reporting Novartis Pharmaceuticals Corporation East Hanover,
Optimization of process parameter in electrochemical machining. Of Inconel 718 by Taguchi analysis
 International Journal of Engineering Research and General Science Volume, Issue, January-February, 05 ISSN 09-70 Optimization of process parameter in electrochemical machining Of Inconel 78 by Taguchi
International Journal of Engineering Research and General Science Volume, Issue, January-February, 05 ISSN 09-70 Optimization of process parameter in electrochemical machining Of Inconel 78 by Taguchi
SIX SIGMA IMPROVE
 SIX SIGMA IMPROVE 1. For a simplex-lattice design the following formula or equation determines: A. The canonical formula for linear coefficients B. The portion of each polynomial in the experimental model
SIX SIGMA IMPROVE 1. For a simplex-lattice design the following formula or equation determines: A. The canonical formula for linear coefficients B. The portion of each polynomial in the experimental model
Chapter 6 The 2 k Factorial Design Solutions
 Solutions from Montgomery, D. C. () Design and Analysis of Experiments, Wiley, NY Chapter 6 The k Factorial Design Solutions 6.. An engineer is interested in the effects of cutting speed (A), tool geometry
Solutions from Montgomery, D. C. () Design and Analysis of Experiments, Wiley, NY Chapter 6 The k Factorial Design Solutions 6.. An engineer is interested in the effects of cutting speed (A), tool geometry
Process optimization of PCB Micro-Drilling Process
 Process optimization of PCB Micro-Drilling Process 1 Hardik B.Prajapati, 2 Bindu Pillai 1 M.Tech Student, 2 Associate Professor, 1 Department of Mechanical Engineering, Charotar University of Science and
Process optimization of PCB Micro-Drilling Process 1 Hardik B.Prajapati, 2 Bindu Pillai 1 M.Tech Student, 2 Associate Professor, 1 Department of Mechanical Engineering, Charotar University of Science and
2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303) Spring 2008
 Spring 2008") MIT OpenCourseWare http://ocw.mit.edu.830j / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303) Spring 008 For information about citing these materials or our Terms of Use, visit: http://ocw.mit.edu/terms.
MIT OpenCourseWare http://ocw.mit.edu.830j / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303) Spring 008 For information about citing these materials or our Terms of Use, visit: http://ocw.mit.edu/terms.
Application of Taguchi method in optimization of control parameters of grinding process for cycle time reduction Snehil A. Umredkar 1, Yash Parikh 2
 Application of Taguchi method in optimization of control parameters of grinding process for cycle time reduction Snehil A. Umredkar, Yash Parikh 2 (Department of Mechanical Engineering, Symbiosis Institute
Application of Taguchi method in optimization of control parameters of grinding process for cycle time reduction Snehil A. Umredkar, Yash Parikh 2 (Department of Mechanical Engineering, Symbiosis Institute
CS 5014: Research Methods in Computer Science
 Computer Science Clifford A. Shaffer Department of Computer Science Virginia Tech Blacksburg, Virginia Fall 2010 Copyright c 2010 by Clifford A. Shaffer Computer Science Fall 2010 1 / 254 Experimental
Computer Science Clifford A. Shaffer Department of Computer Science Virginia Tech Blacksburg, Virginia Fall 2010 Copyright c 2010 by Clifford A. Shaffer Computer Science Fall 2010 1 / 254 Experimental
Robust Design: An introduction to Taguchi Methods
 Robust Design: An introduction to Taguchi Methods The theoretical foundations of Taguchi Methods were laid out by Genichi Taguchi, a Japanese engineer who began working for the telecommunications company,
Robust Design: An introduction to Taguchi Methods The theoretical foundations of Taguchi Methods were laid out by Genichi Taguchi, a Japanese engineer who began working for the telecommunications company,
Optimization Of Process Parameters In Drilling Using Taguchi Method
 Optimization Of Process Parameters In Drilling Using Taguchi Method 1 P.Surendra, 2 B.Krishna Murthy, 3 M.V.Kiran Kumar 1 Associate Professor, 2 Assistant Professor, 3 Assistant Professor Department of
Optimization Of Process Parameters In Drilling Using Taguchi Method 1 P.Surendra, 2 B.Krishna Murthy, 3 M.V.Kiran Kumar 1 Associate Professor, 2 Assistant Professor, 3 Assistant Professor Department of
2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303) Spring 2008
 Spring 2008") MIT OpenCourseWare http://ocw.mit.edu 2.830J / 6.780J / ESD.63J Control of Processes (SMA 6303) Spring 2008 For information about citing these materials or our Terms of Use, visit: http://ocw.mit.edu/terms.
MIT OpenCourseWare http://ocw.mit.edu 2.830J / 6.780J / ESD.63J Control of Processes (SMA 6303) Spring 2008 For information about citing these materials or our Terms of Use, visit: http://ocw.mit.edu/terms.
TAGUCHI ANOVA ANALYSIS
 CHAPTER 10 TAGUCHI ANOVA ANALYSIS Studies by varying the fin Material, Size of Perforation and Heat Input using Taguchi ANOVA Analysis 10.1 Introduction The data used in this Taguchi analysis were obtained
CHAPTER 10 TAGUCHI ANOVA ANALYSIS Studies by varying the fin Material, Size of Perforation and Heat Input using Taguchi ANOVA Analysis 10.1 Introduction The data used in this Taguchi analysis were obtained
APPLICATION OF DESIGN OF EXPERIMENTS TO EVALUATION THE PROPAGATION SPEED OF Lcr WAVES
 APPLICATION OF DESIGN OF EXPERIMENTS TO EVALUATION THE PROPAGATION SPEED OF Lcr WAVES Cleudiane Soares Santos, Aliandro Henrique Costa Santos, Paulo Pereira Júnior and Auteliano Antunes dos Santos Júnior
APPLICATION OF DESIGN OF EXPERIMENTS TO EVALUATION THE PROPAGATION SPEED OF Lcr WAVES Cleudiane Soares Santos, Aliandro Henrique Costa Santos, Paulo Pereira Júnior and Auteliano Antunes dos Santos Júnior
Fractional designs and blocking.
 Fractional designs and blocking Petter Mostad mostad@chalmers.se Review of two-level factorial designs Goal of experiment: To find the effect on the response(s) of a set of factors each factor can be set
Fractional designs and blocking Petter Mostad mostad@chalmers.se Review of two-level factorial designs Goal of experiment: To find the effect on the response(s) of a set of factors each factor can be set
Response Surface Methodology
 Response Surface Methodology Process and Product Optimization Using Designed Experiments Second Edition RAYMOND H. MYERS Virginia Polytechnic Institute and State University DOUGLAS C. MONTGOMERY Arizona
Response Surface Methodology Process and Product Optimization Using Designed Experiments Second Edition RAYMOND H. MYERS Virginia Polytechnic Institute and State University DOUGLAS C. MONTGOMERY Arizona
Optimization of WEDM Parameters for Super Ni-718 using Neutrosophic Sets and TOPSIS Method
 Optimization of WEDM Parameters for Super Ni-718 using Neutrosophic Sets and TOPSIS Method Y Rameswara Reddy 1*, B Chandra Mohan Reddy 2 1,2 Department of Mechanical Engineering, Jawaharlal Nehru Technological
Optimization of WEDM Parameters for Super Ni-718 using Neutrosophic Sets and TOPSIS Method Y Rameswara Reddy 1*, B Chandra Mohan Reddy 2 1,2 Department of Mechanical Engineering, Jawaharlal Nehru Technological
Response Surface Methodology:
 Response Surface Methodology: Process and Product Optimization Using Designed Experiments RAYMOND H. MYERS Virginia Polytechnic Institute and State University DOUGLAS C. MONTGOMERY Arizona State University
Response Surface Methodology: Process and Product Optimization Using Designed Experiments RAYMOND H. MYERS Virginia Polytechnic Institute and State University DOUGLAS C. MONTGOMERY Arizona State University
Two-Level Fractional Factorial Design
 Two-Level Fractional Factorial Design Reference DeVor, Statistical Quality Design and Control, Ch. 19, 0 1 Andy Guo Types of Experimental Design Parallel-type approach Sequential-type approach One-factor
Two-Level Fractional Factorial Design Reference DeVor, Statistical Quality Design and Control, Ch. 19, 0 1 Andy Guo Types of Experimental Design Parallel-type approach Sequential-type approach One-factor
Optimization of Machining Parameters in ECM of Al/B4C Composites Using Taguchi Method
 International Journal of Applied Science and Engineering 2014. 12, 2: 87-97 Optimization of Machining Parameters in ECM of Al/B4C Composites Using Taguchi Method S. R. Rao a* and G. Padmanabhan b a Department
International Journal of Applied Science and Engineering 2014. 12, 2: 87-97 Optimization of Machining Parameters in ECM of Al/B4C Composites Using Taguchi Method S. R. Rao a* and G. Padmanabhan b a Department
LEARNING WITH MINITAB Chapter 12 SESSION FIVE: DESIGNING AN EXPERIMENT
 LEARNING WITH MINITAB Chapter 12 SESSION FIVE: DESIGNING AN EXPERIMENT Laura M Williams, RN, CLNC, MSN MOREHEAD STATE UNIVERSITY IET603: STATISTICAL QUALITY ASSURANCE IN SCIENCE AND TECHNOLOGY DR. AHMAD
LEARNING WITH MINITAB Chapter 12 SESSION FIVE: DESIGNING AN EXPERIMENT Laura M Williams, RN, CLNC, MSN MOREHEAD STATE UNIVERSITY IET603: STATISTICAL QUALITY ASSURANCE IN SCIENCE AND TECHNOLOGY DR. AHMAD
STAT 263/363: Experimental Design Winter 2016/17. Lecture 13 Feb 27
 STAT 263/363: Experimental Design Winter 2016/17 Lecture 13 Feb 27 Lecturer: A. Owen Scribe: Zachary del Rosario 13.1 Taguchi Methods Also known as Robust Design, Taguchi Methods include both design of
STAT 263/363: Experimental Design Winter 2016/17 Lecture 13 Feb 27 Lecturer: A. Owen Scribe: Zachary del Rosario 13.1 Taguchi Methods Also known as Robust Design, Taguchi Methods include both design of
Optimal Selection of Blocked Two-Level. Fractional Factorial Designs
 Applied Mathematical Sciences, Vol. 1, 2007, no. 22, 1069-1082 Optimal Selection of Blocked Two-Level Fractional Factorial Designs Weiming Ke Department of Mathematics and Statistics South Dakota State
Applied Mathematical Sciences, Vol. 1, 2007, no. 22, 1069-1082 Optimal Selection of Blocked Two-Level Fractional Factorial Designs Weiming Ke Department of Mathematics and Statistics South Dakota State
CHAPTER 6 MACHINABILITY MODELS WITH THREE INDEPENDENT VARIABLES
 CHAPTER 6 MACHINABILITY MODELS WITH THREE INDEPENDENT VARIABLES 6.1 Introduction It has been found from the literature review that not much research has taken place in the area of machining of carbon silicon
CHAPTER 6 MACHINABILITY MODELS WITH THREE INDEPENDENT VARIABLES 6.1 Introduction It has been found from the literature review that not much research has taken place in the area of machining of carbon silicon
Chap The McGraw-Hill Companies, Inc. All rights reserved.
 11 pter11 Chap Analysis of Variance Overview of ANOVA Multiple Comparisons Tests for Homogeneity of Variances Two-Factor ANOVA Without Replication General Linear Model Experimental Design: An Overview
11 pter11 Chap Analysis of Variance Overview of ANOVA Multiple Comparisons Tests for Homogeneity of Variances Two-Factor ANOVA Without Replication General Linear Model Experimental Design: An Overview
Purpose: To explore the reactivity trends of metals in groups and periods of the periodic table.
 Periodic Trends Introduction: The structure of the periodic table is such that elements with similar properties are aligned vertically in columns called groups. As you will learn in class, this leads to
Periodic Trends Introduction: The structure of the periodic table is such that elements with similar properties are aligned vertically in columns called groups. As you will learn in class, this leads to
Soo King Lim Figure 1: Figure 2: Figure 3: Figure 4: Figure 5: Figure 6: Figure 7: Figure 8: Figure 9: Figure 10: Figure 11: Figure 12: Figure 13:
 1.0 ial Experiment Design by Block... 3 1.1 ial Experiment in Incomplete Block... 3 1. ial Experiment with Two Blocks... 3 1.3 ial Experiment with Four Blocks... 5 Example 1... 6.0 Fractional ial Experiment....1
1.0 ial Experiment Design by Block... 3 1.1 ial Experiment in Incomplete Block... 3 1. ial Experiment with Two Blocks... 3 1.3 ial Experiment with Four Blocks... 5 Example 1... 6.0 Fractional ial Experiment....1
Optimization of MRR and SR by employing Taguchis and ANOVA method in EDM
 Optimization of and SR by employing Taguchis and ANOVA method in EDM Amardeep Kumar 1, Avnish Kumar Panigrahi 2 1M.Tech, Research Scholar, Department of Mechanical Engineering, G D Rungta College of Engineering
Optimization of and SR by employing Taguchis and ANOVA method in EDM Amardeep Kumar 1, Avnish Kumar Panigrahi 2 1M.Tech, Research Scholar, Department of Mechanical Engineering, G D Rungta College of Engineering
Experimental design (DOE) - Design
 - Design") Experimental design (DOE) - Design Menu: QCExpert Experimental Design Design Full Factorial Fract Factorial This module designs a two-level multifactorial orthogonal plan 2 n k and perform its analysis.
Experimental design (DOE) - Design Menu: QCExpert Experimental Design Design Full Factorial Fract Factorial This module designs a two-level multifactorial orthogonal plan 2 n k and perform its analysis.
Process Robustness Studies
 Process Robustness Studies ST 435/535 Background When factors interact, the level of one can sometimes be chosen so that another has no effect on the response. If the second factor is controllable in a
Process Robustness Studies ST 435/535 Background When factors interact, the level of one can sometimes be chosen so that another has no effect on the response. If the second factor is controllable in a
MATRIX EXPERIMENTS USING ORTHOGONAL ARRAYS
 MATRIX EXPERIMENTS USING ORTHOGONAL ARRAYS 8Feb-1Mar 01 P.R. Apte : 3-Day Taguchi Method Workshop at UNIMAP Matrix Expt 1 MATRIX EXPERIMENTS USING ORTHOGONAL ARRAY DESCRIPTION OF 'CVD' PROCESS UNDER STUDY
MATRIX EXPERIMENTS USING ORTHOGONAL ARRAYS 8Feb-1Mar 01 P.R. Apte : 3-Day Taguchi Method Workshop at UNIMAP Matrix Expt 1 MATRIX EXPERIMENTS USING ORTHOGONAL ARRAY DESCRIPTION OF 'CVD' PROCESS UNDER STUDY
Shainin and Taguchi Methods and Their Comparison on an Application
 Shainin and Taguchi Methods and Their Comparison on an pplication arış KSU, Kasım YNL 2 Kocaeli University, Industrial Engineering epartment; 2 Kocaeli University, Industrial Engineering epartment email:
Shainin and Taguchi Methods and Their Comparison on an pplication arış KSU, Kasım YNL 2 Kocaeli University, Industrial Engineering epartment; 2 Kocaeli University, Industrial Engineering epartment email:
The set of Integers. Notes: 1) The set of counting numbers C= {1, 2, 3, 4,.} 2) The set of natural numbers N = {0, 1, 2, 3, 4,.}
 The set of counting numbers C= {1, 2, 3, 4,.} 2) The set of natural numbers N = {0, 1, 2, 3, 4,.}") 1 The set of Integers Notes: 1) The set of counting numbers C= {1, 2, 3, 4,.} 2) The set of natural numbers N = {0, 1, 2, 3, 4,.} 3) The set of integers Z Z= Z - U {0} U Z + OR Z= Z - U N Where Z - = {..,-3,-2,
1 The set of Integers Notes: 1) The set of counting numbers C= {1, 2, 3, 4,.} 2) The set of natural numbers N = {0, 1, 2, 3, 4,.} 3) The set of integers Z Z= Z - U {0} U Z + OR Z= Z - U N Where Z - = {..,-3,-2,
Separation Trains. Sieder et. al. Chapter 9 and 13. Terry A Ring Chemical Engineering University of Utah
 Separation Trains Sieder et. al. Chapter 9 and 13 Terry A Ring Chemical Engineering University of Utah Use of Separation Units Simple Separation Unit Operations Flash Quench Liquid-liquid decantation Liquid-liquid
Separation Trains Sieder et. al. Chapter 9 and 13 Terry A Ring Chemical Engineering University of Utah Use of Separation Units Simple Separation Unit Operations Flash Quench Liquid-liquid decantation Liquid-liquid
Hideki SAKAMOTO 1* Ikuo TANABE 2 Satoshi TAKAHASHI 3
 Journal of Machine Engineering, Vol. 15, No.2, 2015 Taguchi-methods, optimum condition, innovation Hideki SAKAMOTO 1* Ikuo TANABE 2 Satoshi TAKAHASHI 3 DEVELOPMENT FOR SOUND QUALITY OPTIMISATION BY TAGUCHI-METHODS
Journal of Machine Engineering, Vol. 15, No.2, 2015 Taguchi-methods, optimum condition, innovation Hideki SAKAMOTO 1* Ikuo TANABE 2 Satoshi TAKAHASHI 3 DEVELOPMENT FOR SOUND QUALITY OPTIMISATION BY TAGUCHI-METHODS
Application of a Diagnostic Tool in Laser Aided Manufacturing Processes
 Application of a Diagnostic Tool in Laser Aided Manufacturing Processes Sashikanth Prakash, Mallikharjuna Rao Boddu and Frank Liou Department of Mechanical, Aerospace and Engineering Mechanics University
Application of a Diagnostic Tool in Laser Aided Manufacturing Processes Sashikanth Prakash, Mallikharjuna Rao Boddu and Frank Liou Department of Mechanical, Aerospace and Engineering Mechanics University
Research the applicability of DOE about optimizing manufacturing process parameters
 3rd International Conference on Machinery, Materials and Information Technology Applications (ICMMITA 2015) Research the applicability of DOE about optimizing manufacturing process parameters XinHu Zhang1,
3rd International Conference on Machinery, Materials and Information Technology Applications (ICMMITA 2015) Research the applicability of DOE about optimizing manufacturing process parameters XinHu Zhang1,
Experimental design (KKR031, KBT120) Tuesday 11/ :30-13:30 V
 Tuesday 11/ :30-13:30 V") Experimental design (KKR031, KBT120) Tuesday 11/1 2011-8:30-13:30 V Jan Rodmar will be available at ext 3024 and will visit the examination room ca 10:30. The examination results will be available for
Experimental design (KKR031, KBT120) Tuesday 11/1 2011-8:30-13:30 V Jan Rodmar will be available at ext 3024 and will visit the examination room ca 10:30. The examination results will be available for
Design of Experiments Part 3
 Design of Experiments Part 3 Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 DOE for Variation Traditional DOE evaluates significant differences in the average
Design of Experiments Part 3 Dr. Bob Gee Dean Scott Bonney Professor William G. Journigan American Meridian University 1 DOE for Variation Traditional DOE evaluates significant differences in the average
CHAPTER 12 DESIGN OF EXPERIMENTS
 1 Sections CHAPTER 12 DESIGN OF EXPERIMENTS Introduction Designs Based on Level of Process Knowledge Some Flawed Experimental Designs One-Factor Designs Two-Factor Factorial Designs Factorial Designs Involving
1 Sections CHAPTER 12 DESIGN OF EXPERIMENTS Introduction Designs Based on Level of Process Knowledge Some Flawed Experimental Designs One-Factor Designs Two-Factor Factorial Designs Factorial Designs Involving
Assessment of Geometrical Symmetry and Shape Effect of Parts Produced Through Deep Drawing Operation
 Australian Journal of Basic and Applied Sciences, 5(6): 221-229, 2011 ISSN 1991-8178 Assessment of Geometrical Symmetry and Shape Effect of arts roduced Through eep rawing Operation 1 2 Aliakbar Mohammadi,
Australian Journal of Basic and Applied Sciences, 5(6): 221-229, 2011 ISSN 1991-8178 Assessment of Geometrical Symmetry and Shape Effect of arts roduced Through eep rawing Operation 1 2 Aliakbar Mohammadi,
Measurement Systems Analysis
 Measurement Systems Analysis Since measurement systems represent a subprocess within a process They are subject to Variation. What could be the source of this variation? Why do Measurements Vary? Possible
Measurement Systems Analysis Since measurement systems represent a subprocess within a process They are subject to Variation. What could be the source of this variation? Why do Measurements Vary? Possible
Statistics for Engineering, 4C3/6C3 Written midterm, 16 February 2012
 Statistics for Engineering, 4C3/6C3 Written midterm, 16 February 2012 Kevin Dunn, dunnkg@mcmaster.ca McMaster University Note: You may bring in any printed materials to the midterm; any textbooks, any
Statistics for Engineering, 4C3/6C3 Written midterm, 16 February 2012 Kevin Dunn, dunnkg@mcmaster.ca McMaster University Note: You may bring in any printed materials to the midterm; any textbooks, any
Optimization of Muffler and Silencer
 Chapter 5 Optimization of Muffler and Silencer In the earlier chapter though various numerical methods are presented, they are not meant to optimize the performance of muffler/silencer for space constraint
Chapter 5 Optimization of Muffler and Silencer In the earlier chapter though various numerical methods are presented, they are not meant to optimize the performance of muffler/silencer for space constraint
Chapter 4 - Mathematical model
 Chapter 4 - Mathematical model For high quality demands of production process in the micro range, the modeling of machining parameters is necessary. Non linear regression as mathematical modeling tool
Chapter 4 - Mathematical model For high quality demands of production process in the micro range, the modeling of machining parameters is necessary. Non linear regression as mathematical modeling tool
Statistical Quality Control - Stat 3081
 Statistical Quality Control - Stat 3081 Awol S. Department of Statistics College of Computing & Informatics Haramaya University Dire Dawa, Ethiopia March 2015 Introduction Industrial Statistics and Quality
Statistical Quality Control - Stat 3081 Awol S. Department of Statistics College of Computing & Informatics Haramaya University Dire Dawa, Ethiopia March 2015 Introduction Industrial Statistics and Quality
Describing distributions with numbers
 Describing distributions with numbers A large number or numerical methods are available for describing quantitative data sets. Most of these methods measure one of two data characteristics: The central
Describing distributions with numbers A large number or numerical methods are available for describing quantitative data sets. Most of these methods measure one of two data characteristics: The central
CS 5014: Research Methods in Computer Science. Experimental Design. Potential Pitfalls. One-Factor (Again) Clifford A. Shaffer.
 Clifford A. Shaffer.") Department of Computer Science Virginia Tech Blacksburg, Virginia Copyright c 2015 by Clifford A. Shaffer Computer Science Title page Computer Science Clifford A. Shaffer Fall 2015 Clifford A. Shaffer
Department of Computer Science Virginia Tech Blacksburg, Virginia Copyright c 2015 by Clifford A. Shaffer Computer Science Title page Computer Science Clifford A. Shaffer Fall 2015 Clifford A. Shaffer
COMPANY : ELECTRONICA MACHINE TOOLS, PUNE, INDIA
 Taguchi Method Case-Study OPTIMIZATION of ELECTRIC DISCHARGE MACHINE (EDM) by Dr. P. R. Apte IIT Bombay, INDIA 8. IDENTIFY THE MAIN FUNCTION, 2. IDENTIFY THE NOISE FACTORS, TESTING CONDITIONS, AND QUALITY
Taguchi Method Case-Study OPTIMIZATION of ELECTRIC DISCHARGE MACHINE (EDM) by Dr. P. R. Apte IIT Bombay, INDIA 8. IDENTIFY THE MAIN FUNCTION, 2. IDENTIFY THE NOISE FACTORS, TESTING CONDITIONS, AND QUALITY
RESPONSE SURFACE MODELLING, RSM
 CHEM-E3205 BIOPROCESS OPTIMIZATION AND SIMULATION LECTURE 3 RESPONSE SURFACE MODELLING, RSM Tool for process optimization HISTORY Statistical experimental design pioneering work R.A. Fisher in 1925: Statistical
CHEM-E3205 BIOPROCESS OPTIMIZATION AND SIMULATION LECTURE 3 RESPONSE SURFACE MODELLING, RSM Tool for process optimization HISTORY Statistical experimental design pioneering work R.A. Fisher in 1925: Statistical
Fractional Replications
 Chapter 11 Fractional Replications Consider the set up of complete factorial experiment, say k. If there are four factors, then the total number of plots needed to conduct the experiment is 4 = 1. When
Chapter 11 Fractional Replications Consider the set up of complete factorial experiment, say k. If there are four factors, then the total number of plots needed to conduct the experiment is 4 = 1. When
Experimental Investigation of Micro-EDM Process on Brass using Taguchi Technique
 Experimental Investigation of Micro-EDM Process on Brass using Taguchi Technique Ananya Upadhyay ananya.upadhyay@gmail.com Vijay Pandey Vinay Sharma Ved Prakash CSIR- Central Mechanical Engineering Research
Experimental Investigation of Micro-EDM Process on Brass using Taguchi Technique Ananya Upadhyay ananya.upadhyay@gmail.com Vijay Pandey Vinay Sharma Ved Prakash CSIR- Central Mechanical Engineering Research
Lab Activity: Deposition
 Name: Date: Period: Surface Processes The Physical Setting: Earth Science INTRODUCTION: Streams that are moving more quickly can carry larger amounts of sediment and have the ability to transport larger
Name: Date: Period: Surface Processes The Physical Setting: Earth Science INTRODUCTION: Streams that are moving more quickly can carry larger amounts of sediment and have the ability to transport larger
How To: Analyze a Split-Plot Design Using STATGRAPHICS Centurion
 How To: Analyze a SplitPlot Design Using STATGRAPHICS Centurion by Dr. Neil W. Polhemus August 13, 2005 Introduction When performing an experiment involving several factors, it is best to randomize the
How To: Analyze a SplitPlot Design Using STATGRAPHICS Centurion by Dr. Neil W. Polhemus August 13, 2005 Introduction When performing an experiment involving several factors, it is best to randomize the
Experimental Investigation of Machining Parameter in Electrochemical Machining
 Experimental Investigation of Machining Parameter in Electrochemical Machining Deepanshu Shrivastava 1, Abhinav Sharma 2, Harsh Pandey 2 1 M.TECH Sholar, DR.C.V. RAMAN UNIVERSITY, KOTA C.G.,INDIA 2 M.TECH
Experimental Investigation of Machining Parameter in Electrochemical Machining Deepanshu Shrivastava 1, Abhinav Sharma 2, Harsh Pandey 2 1 M.TECH Sholar, DR.C.V. RAMAN UNIVERSITY, KOTA C.G.,INDIA 2 M.TECH
MATH602: APPLIED STATISTICS Winter 2000
 MATH602: APPLIED STATISTICS Winter 2000 Dr. Srinivas R. Chakravarthy Department of Industrial and Manufacturing Engineering & Business Kettering University (Formerly GMI Engineering & Management Institute)
MATH602: APPLIED STATISTICS Winter 2000 Dr. Srinivas R. Chakravarthy Department of Industrial and Manufacturing Engineering & Business Kettering University (Formerly GMI Engineering & Management Institute)
Descriptive Statistics
 Descriptive Statistics CHAPTER OUTLINE 6-1 Numerical Summaries of Data 6- Stem-and-Leaf Diagrams 6-3 Frequency Distributions and Histograms 6-4 Box Plots 6-5 Time Sequence Plots 6-6 Probability Plots Chapter
Descriptive Statistics CHAPTER OUTLINE 6-1 Numerical Summaries of Data 6- Stem-and-Leaf Diagrams 6-3 Frequency Distributions and Histograms 6-4 Box Plots 6-5 Time Sequence Plots 6-6 Probability Plots Chapter
DIFFERENCE EQUATIONS
 Chapter 3 DIFFERENCE EQUATIONS 3.1 Introduction Differential equations are applicable for continuous systems and cannot be used for discrete variables. Difference equations are the discrete equivalent
Chapter 3 DIFFERENCE EQUATIONS 3.1 Introduction Differential equations are applicable for continuous systems and cannot be used for discrete variables. Difference equations are the discrete equivalent
Design and Analysis of Experiments Prof. Jhareshwar Maiti Department of Industrial and Systems Engineering Indian Institute of Technology, Kharagpur
 Design and Analysis of Experiments Prof. Jhareshwar Maiti Department of Industrial and Systems Engineering Indian Institute of Technology, Kharagpur Lecture 51 Plackett Burman Designs Hello, welcome. We
Design and Analysis of Experiments Prof. Jhareshwar Maiti Department of Industrial and Systems Engineering Indian Institute of Technology, Kharagpur Lecture 51 Plackett Burman Designs Hello, welcome. We
OPTIMIZATION OF MATERIAL REMOVAL RATE AND SURFACE ROUGHNESSIN WED-MACHINING OF TiNi SMA USING GREY RELATION ANALYSIS
 OPTIMIZATION OF MATERIAL REMOVAL RATE AND SURFACE ROUGHNESSIN WED-MACHINING OF TiNi SMA USING GREY RELATION ANALYSIS Manjaiah M 1*, Narendranath S 2, Basavarajappa S 3 1* Dept. of Mechanical Engineering,
OPTIMIZATION OF MATERIAL REMOVAL RATE AND SURFACE ROUGHNESSIN WED-MACHINING OF TiNi SMA USING GREY RELATION ANALYSIS Manjaiah M 1*, Narendranath S 2, Basavarajappa S 3 1* Dept. of Mechanical Engineering,
VOL. 11, NO. 2, JANUARY 2016 ISSN
 MULTIPLE-PERFORMANCE OPTIMIZATION OF DRILLING PARAMETERS AND TOOL GEOMETRIES IN DRILLING GFRP COMPOSITE STACKS USING TAGUCHI AND GREY RELATIONAL ANALYSIS (GRA) METHOD Gallih Bagus W. 1, Bobby O. P. Soepangkat
MULTIPLE-PERFORMANCE OPTIMIZATION OF DRILLING PARAMETERS AND TOOL GEOMETRIES IN DRILLING GFRP COMPOSITE STACKS USING TAGUCHI AND GREY RELATIONAL ANALYSIS (GRA) METHOD Gallih Bagus W. 1, Bobby O. P. Soepangkat
Digital Circuit And Logic Design I. Lecture 4
 Digital Circuit And Logic Design I Lecture 4 Outline Combinational Logic Design Principles (2) 1. Combinational-circuit minimization 2. Karnaugh maps 3. Quine-McCluskey procedure Panupong Sornkhom, 2005/2
Digital Circuit And Logic Design I Lecture 4 Outline Combinational Logic Design Principles (2) 1. Combinational-circuit minimization 2. Karnaugh maps 3. Quine-McCluskey procedure Panupong Sornkhom, 2005/2
PiB Series. PiB (Pump-in-a-Box) 4380 & 4392 Series
 4380 & 4392 Series") PiB Series PiB (Pump-in-a-Box) & 9 Series FILE NO: - DATE: July SUPERSEDES: - DATE: January 09 PiB Series Guaranteed In Stock At The Right Price! The PiB series builds on the high quality and unsurpassed
PiB Series PiB (Pump-in-a-Box) & 9 Series FILE NO: - DATE: July SUPERSEDES: - DATE: January 09 PiB Series Guaranteed In Stock At The Right Price! The PiB series builds on the high quality and unsurpassed
Taguchi-grey relational based multi response optimization of electrical process parameters in electrical discharge machining
 Indian Journal of Engineering & Materials Science Vol. 20, December 2013, pp. 471-475 Taguchi-grey relational based multi response optimization of electrical process parameters in electrical discharge
Indian Journal of Engineering & Materials Science Vol. 20, December 2013, pp. 471-475 Taguchi-grey relational based multi response optimization of electrical process parameters in electrical discharge
Liang Li, PhD. MD Anderson
 Liang Li, PhD Biostatistics @ MD Anderson Behavioral Science Workshop, October 13, 2014 The Multiphase Optimization Strategy (MOST) An increasingly popular research strategy to develop behavioral interventions
Liang Li, PhD Biostatistics @ MD Anderson Behavioral Science Workshop, October 13, 2014 The Multiphase Optimization Strategy (MOST) An increasingly popular research strategy to develop behavioral interventions
Forming parameters optimizations with drawing force and die stress in wire rod drawing using rotating die under Coulomb friction
 Forming parameters optimizations with drawing force and die stress in wire rod drawing using rotating die under Coulomb friction Ing-Kiat Tiong, Un-Chin Chai, and Gow-Yi Tzou * Department of Mechanical
Forming parameters optimizations with drawing force and die stress in wire rod drawing using rotating die under Coulomb friction Ing-Kiat Tiong, Un-Chin Chai, and Gow-Yi Tzou * Department of Mechanical
Statistical Quality Control, IE 3255 March Homework #6 Due: Fri, April points
 Statistical Quality Control, IE 355 March 30 007 Homework #6 Due: Fri, April 6 007 00 points Use Ecel, Minitab and a word processor to present quality answers to the following statistical process control
Statistical Quality Control, IE 355 March 30 007 Homework #6 Due: Fri, April 6 007 00 points Use Ecel, Minitab and a word processor to present quality answers to the following statistical process control
Design of Experiments SUTD - 21/4/2015 1
 Design of Experiments SUTD - 21/4/2015 1 Outline 1. Introduction 2. 2 k Factorial Design Exercise 3. Choice of Sample Size Exercise 4. 2 k p Fractional Factorial Design Exercise 5. Follow-up experimentation
Design of Experiments SUTD - 21/4/2015 1 Outline 1. Introduction 2. 2 k Factorial Design Exercise 3. Choice of Sample Size Exercise 4. 2 k p Fractional Factorial Design Exercise 5. Follow-up experimentation
DESIGN AND ANALYSIS OF EXPERIMENTS Third Edition
 DESIGN AND ANALYSIS OF EXPERIMENTS Third Edition Douglas C. Montgomery ARIZONA STATE UNIVERSITY JOHN WILEY & SONS New York Chichester Brisbane Toronto Singapore Contents Chapter 1. Introduction 1-1 What
DESIGN AND ANALYSIS OF EXPERIMENTS Third Edition Douglas C. Montgomery ARIZONA STATE UNIVERSITY JOHN WILEY & SONS New York Chichester Brisbane Toronto Singapore Contents Chapter 1. Introduction 1-1 What
Non-parametric Hypothesis Testing
 Non-parametric Hypothesis Testing Procedures Hypothesis Testing General Procedure for Hypothesis Tests 1. Identify the parameter of interest.. Formulate the null hypothesis, H 0. 3. Specify an appropriate
Non-parametric Hypothesis Testing Procedures Hypothesis Testing General Procedure for Hypothesis Tests 1. Identify the parameter of interest.. Formulate the null hypothesis, H 0. 3. Specify an appropriate
Parameter Optimization of EDM on En36 Alloy Steel For MRR and EWR Using Taguchi Method
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-184,p-ISSN: 2320-334X, Volume 13, Issue 3 Ver. VII (May- Jun. 201), PP 5-5 www.iosrjournals.org Parameter Optimization of EDM on
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-184,p-ISSN: 2320-334X, Volume 13, Issue 3 Ver. VII (May- Jun. 201), PP 5-5 www.iosrjournals.org Parameter Optimization of EDM on
6. Fractional Factorial Designs (Ch.8. Two-Level Fractional Factorial Designs)
") 6. Fractional Factorial Designs (Ch.8. Two-Level Fractional Factorial Designs) Hae-Jin Choi School of Mechanical Engineering, Chung-Ang University 1 Introduction to The 2 k-p Fractional Factorial Design
6. Fractional Factorial Designs (Ch.8. Two-Level Fractional Factorial Designs) Hae-Jin Choi School of Mechanical Engineering, Chung-Ang University 1 Introduction to The 2 k-p Fractional Factorial Design
Reference: Chapter 6 of Montgomery(8e) Maghsoodloo
 Maghsoodloo") Reference: Chapter 6 of Montgomery(8e) Maghsoodloo 51 DOE (or DOX) FOR BASE BALANCED FACTORIALS The notation k is used to denote a factorial experiment involving k factors (A, B, C, D,..., K) each at levels.
Reference: Chapter 6 of Montgomery(8e) Maghsoodloo 51 DOE (or DOX) FOR BASE BALANCED FACTORIALS The notation k is used to denote a factorial experiment involving k factors (A, B, C, D,..., K) each at levels.
Preface Introduction to Statistics and Data Analysis Overview: Statistical Inference, Samples, Populations, and Experimental Design The Role of
 Preface Introduction to Statistics and Data Analysis Overview: Statistical Inference, Samples, Populations, and Experimental Design The Role of Probability Sampling Procedures Collection of Data Measures
Preface Introduction to Statistics and Data Analysis Overview: Statistical Inference, Samples, Populations, and Experimental Design The Role of Probability Sampling Procedures Collection of Data Measures
Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 3rd Edition
 Brochure More information from http://www.researchandmarkets.com/reports/705963/ Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 3rd Edition Description: Identifying
Brochure More information from http://www.researchandmarkets.com/reports/705963/ Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 3rd Edition Description: Identifying
5. Blocking and Confounding
 5. Blocking and Confounding Hae-Jin Choi School of Mechanical Engineering, Chung-Ang University 1 Why Blocking? Blocking is a technique for dealing with controllable nuisance variables Sometimes, it is
5. Blocking and Confounding Hae-Jin Choi School of Mechanical Engineering, Chung-Ang University 1 Why Blocking? Blocking is a technique for dealing with controllable nuisance variables Sometimes, it is
an alternative approach to junction-to-case thermal resistance measurements
 an alternative approach to junction-to-case thermal resistance measurements Bernie Siegal Thermal Engineering Associates, Inc. Introduction As more and more integrated circuits dissipate power at levels
an alternative approach to junction-to-case thermal resistance measurements Bernie Siegal Thermal Engineering Associates, Inc. Introduction As more and more integrated circuits dissipate power at levels
Liang Li, PhD. MD Anderson
 Liang Li, PhD Biostatistics @ MD Anderson Genetic Epidemiology Work Group Meeting, December 5, 2013 The Multiphase Optimization Strategy (MOST) An increasingly popular study design strategy in behavioral
Liang Li, PhD Biostatistics @ MD Anderson Genetic Epidemiology Work Group Meeting, December 5, 2013 The Multiphase Optimization Strategy (MOST) An increasingly popular study design strategy in behavioral