Gas Liquid and Gas- Liquid Solid Reactions. A. Gas Liquid Systems
|
|
|
- Ami Paul
- 6 years ago
- Views:
Transcription
1 Gas iquid and Gas- iquid Solid Reactions A. Gas iquid Systems
2 Proper Approach to Gas-iquid Reactions References Mass Transfer theories Gas-liquid reaction regimes Multiphase reactors and selection criterion Film model: Governing equations, problem complexities Examples and Illustrative Results Solution Algorithm (computational concepts)
3 Theories for Analysis of Transport Effects in Gas-iquid Reactions Two-film theory 1. W.G. Whitman, Chem. & Met. Eng., (1923). 2. W. K. ewis & W. G. Whitman, Ind. Eng. Chem., 16, 215 (1924). Penetration theory P. V. Danckwerts, Trans. Faraday Soc., (1950). P. V. Danckwerts, Trans. Faraday Soc., (1951). P. V. Danckwerts, Gas-iquid Reactions, McGraw-Hill, NY (1970). R. Higbie, Trans. Am. Inst. Chem. Engrs., (1935). Surface renewal theory P. V. Danckwerts, Ind. Eng. Chem., (1951). Rigorous multicomponent diffusion theory R. Taylor and R. Krishna, Multicomponent Mass Transfer, Wiley, New York, 1993.
4 Two-film Theory Assumptions 1. A stagnant layer exists in both the gas and the liquid phases. 2. The stagnant layers or films have negligible capacitance and hence a local steady-state exists. 3. Concentration gradients in the film are onedimensional. 4. ocal equilibrium exists between the the gas and liquid phases as the gas-liquid interface 5. ocal concentration gradients beyond the films are absent due to turbulence.
5 Two-Film Theory Concept W.G. Whitman, Chem. & Met. Eng., (1923). p A Bulk Gas p Ai p Ai H A C Ai Gas Film iquid Film C Ai Bulk iquid x x + x C Ab δ x δ G x 0 x δ
6 Two-Film Theory - Single Reaction in the iquid Film - A (g) + b B (liq) P (liq) B & P are nonvolatile R A kg -moles A m 3 liquid - s - k mn C A m n C B Closed form solutions only possible for linear kinetics or when linear approximations are introduced
7 Film Theory Model for a Single Nonvolatile A( g) + bb( l) P( l) Gas-iquid Reaction Diffusion - reaction equations for a single reaction in the liquid film are: 2 d A * D r at x 0 A A at x δ A A A 2 dx 2 d B db DB br at x 0 0 at x δ B B 2 dx dx In dimensionless form, the equations become dependent on two dimensionless parameters, the Hatta number Ha and q * : m n For r kmn A B 1/2 2 ( * ) m 1 D n * BDB A mn * R 1 + A t Ha D k A B q t m ba D
8 Diffusion - reaction equations for a single reaction in the liquid film are: A A A A R x C D t C B B B B R x C D t C Penetration Theory Model
9 Comparison Between Theories Film theory: k D, δ - film thickness Penetration theory: k D 1/2 Higbie model t * - life of surface liquid element Danckwerts model s - average rate of surface renewal k k k R D ' A * C C δ R D ' A 2 * * C C πt R ' A * C C Ds
10 Gas-iquid Reaction Regimes Instantaneous Fast (m, n) Instantaneous & Surface Rapid pseudo 1st or mth order General (m,n) or Intermediate Slow Diffusional Very Slow
11 Characteristic Diffusion & Reaction Times Diffusion time t D D k 2 Reaction time t R C r C E Mass transfer time t M 1 k a B
12 Reaction-Diffusion Regimes Defined by Characteristic Times Slow reaction regime t D <<t R k k 0 Slow reaction-diffusion regime: t D <<t R <<t M Slow reaction kinetic regime: t D <<t M <<t R Fast reaction regime: t D >>t R k E A k 0 >k 0 Instantaneous reaction regime: k E A k 0
13 For reaction of a gas reactant in the liquid with liquid reactant with/without assistance of a dissolved catalyst A g + b β l P l ( ) ( ) ( ) The rate in the composition region of interest can usually be approximated as k mol A R m s A 3 k C m A C n B Where C A, C B are dissolved A concentration and concentration of liquid reactant B in the liquid. Reaction rate constant k is a function of dissolved catalyst concentration when catalyst is involved For reactions that are extremely fast compared to rate of mass transfer form gas to liquid one evaluates the enhancement of the absorption rate due to reaction. For not so fast reactions the rate is ( R A ) k a E ( p A H A ) ε Ag n ( RA) η k CB ε Where η effectiveness factor yields the slow down due to transport resistances. o p H A g m S30
14 Gas Absorption Accompanied by Reaction in the iquid Assume: - 2 nd order rate Hatta Number : Ei Number: Enhancement Factor: 1 K 1 k + 1 k H g S31
15 S32
 ' 3 ( R )( k mol m reactor s) A")
16 2 In this notation ϕ N& A ( k mol A m s) is the gas to liquid flux R R ' A A N& ε A 3 a ( k mol m liquid s) ' 3 ( R )( k mol m reactor s) A S33
17 Eight (A H) regimes can be distinguished: A. Instantaneous reaction occurs in the liquid film B. Instantaneous reaction occurs at gas-liquid interface High gas-liquid interfacial area desired Non-isothermal effects likely S34
18 C. Rapid second order reaction in the film. No unreacted A penetrates into bulk liquid D. Pseudo first order reaction in film; same Ha number range as C. Absorption rate proportional to gas-liquid area. Non-isothermal effects still possible. S35
19 S36
20 Maximum temperature difference across film develops at complete mass transfer limitations Temperature difference for liquid film with reaction Trial and error required. Nonisothermality severe for fast reactions. e.g. Chlorination of toluene S38
21 - Summary - imiting Reaction-Diffusion Regimes Slow reaction kinetic regime Rate proportional to liquid holdup and reaction rate and influenced by the overall concentration driving force Rate independent of k l a B and overall concentration driving force Slow reaction-diffusion regime Rate proportional to k l a B and overall concentration driving force Rate independent of liquid holdup and often of reaction rate Fast reaction regime Rate proportional to a B,square root of reaction rate and driving force to the power (n+1)/2 (nth order reaction) Rate independent of k l and liquid holdup Instantaneous reaction regime Rate proportional to k and a B Rate independent of liquid holdup, reaction rate and is a week function of the solubility of the gas reactant
22 Key Issues Evaluate possible mechanisms and identify reaction pathways, key intermediates and rate parameters Evaluate the reaction regime and transport parameters on the rate and assess best reactor type Assess reactor flow pattern and flow regime on the rate Select best reactor, flow regime and catalyst concentration Approximately for 2 nd order reaction A( g) + b B( l) P( l) R R p H k E E A k ( atm) A Ag A A 1 a H mol A 3 m s local partial pressure of 3 atm m liquid Henry's constant for A k mol A a H, k a volumetric mass transfer coefficient for gas and liquid film, respectively. liquid reactor observed local reaction rate per unit volume of ( 1 s) H A 1 a E dimensionless enhancement factor m m 3 3 k Ag A A A + P k A A 1 + k C ε β A in the gas phase local liquid volume fractin in reactor reactor S29
23 Gas- liquid solid systems
24 et us consider: A + νb Gas-iquid-Solid Reactions Catalyst ν Reaction occurring in the pores of the catalyst particles and is gas reactant limited A Reactant in the gas phase B Non-volatile reaction in the liquid phase Number of steps: Transport of A from bulk gas phase to gas-liquid interface Transport of A from gas-liquid interface to bulk liquid Transport of A&B from bulk liquid to catalyst surface Intraparticle diffusion in the pores Adsorption of the reactants on the catalyst surface Surface reaction to yield product E E The overall local rate of reaction is given as R A A k * a + k s a p + η c w k 2 B l 1 S45
25 Gas iquid Solid Catalyzed Reaction A(g)+B(l)P(l) KINETIC RATE Gas imiting Reactant (Completely Wetted Catalyst) ( per unit catalyst volume) ( per unit reactor volume) ( per unit reactor volume) R A η k o v : k RATE IN CATAYST: TRANSPORT RATE - Gas - liquid - iquid - solid ( 1 ε ) B v a A 3 ( mol m cat. s) 3 ( 1 ε ) A ( mol m react. s) 3 ( mol m react. s) a p A H B ( A A ) g A k v A H l η OVERA (APPARENT) RATE : : k K s 1 p g a l s 1 K a B A 1 B 3 ( mol m react. s) s Ω s p A g H k a A A : 1 ( 1 ε B ) kvη p S21
26 Dependence of Apparent Rate Constant (k app ) on Transport (k ls, η p ) and Kinetic Parameters (k v ) Reaction : A ( g ) + B( l) P( l) iquid limiting reactant (nonvolatile) - Case of of completely wetted catalyst Kinetic rate (per unit catalyst volume) Rate in catalyst (per unit reactor volume) Transport rate (per unit reactor volume) : : : k k η B k v v ls B 3 ( mol m cat. s) p 3 ( 1 ε )( mol m react. s) 3 ( B B ) a ( mol m react. s) l s s B p GAS IQUID FIM CATAYST B l BUK IQUID S- FIM B s SOID PHASE η k p Overall(apparent)rate v ( 1 ε ) B B 1 k app B 3 ( mol m react. s) 1 k a ls p B p + η k v 1 ( 1 ε ) B r p 0
27 Our task in catalytic reactor selection, scale-up and design is to either maximize volumetric productivity, selectivity or product concentration or an objective function of all of the above. The key to our success is the catalyst. For each reactor type considered we can plot feasible operating points on a plot of volumetric productivity versus catalyst concentration. m& v m& vmax m& S a v max x x max specific activity catalyst concentration x max Clearly is determined by transport limitations and by reactor type and flow regime. S a x m kg P kg cat h kg 3 cat reactor S a Improving only improves m& v if we are not already transport limited. S38
28 Chemists or biochemists need to improve S a and together with engineers work on increasing x max. Engineers by manipulation of flow patterns affect m& v. max In Kinetically Controlled Regime m& v x, Sa x max limited by catalyst and support or matrix loading capacity for cells or enzymes In Transport imited Regime m& v p a S, 0 p 1/2 x p Mass transfer between gas-liquid, liquid-solid etc. entirely limit m& v and set m& v. max Changes in S a, do not help; alternating flow regime or contact pattern may help! Important to know the regime of operation S39
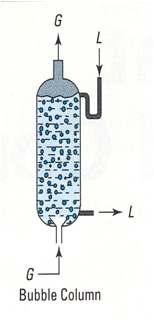
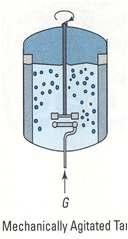
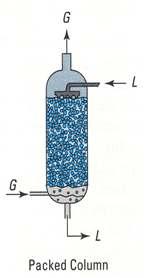
29 Key Multiphase Reactors


30 Bubble Column in different modes

31 Key Multiphase Reactor Parameters Trambouze P. et al., Chemical Reactors From Design to Operation, Technip publications, (2004)
32 Depending on the reaction regime one should select reactor type For slow reactions with or without transport limitations choose reactor with large liquid holdup e.g. bubble columns or stirred tanks Then create flow pattern of liquid well mixed or plug flow (by staging) depending on the reaction pathway demands This has not been done systematically Stirred tanks Stirred tanks in series Bubble columns & Staged bubble columns Have been used (e.g. cyclohexane oxidation). One attempts to keep gas and liquid in plug flow, use small gas bubbles to increase a and decrease gas liquid resistance. Not explained in terms of basic reaction pathways. Unknown transport resistances. S39
33 S40
34 S41
35 Multiphase Reactor Types for Chemical, Specialty, and Petroleum Processes S42
36 Multiphase Reaction Engineering: 3. Basic Design Equations for Multiphase Reactors P.A. Ramachandran, P.. Mills and M. P. Dudukovic Chemical Reaction Engineering aboratory
37 Starting References 1. P. A. Ramachandran and R. V. Chaudhari, Three-Phase Catalytic Reactors, Gordon and Breach Publishers, New York, (1983). 2. Nigam, K.D.P. and Schumpe, A., Three-phase sparged reactors, Topics in chemical engineering, 8, , , (1996) 3. Trambouze, P., H. Van andeghem, J.-P. Wauquier, Chemical Reactors: Design, Engineering, Operation, Technip, (2004) 4. Dudukovic, Mills and Ramachandran, Course Notes (1990s and 2000s)
38 Types of Multiphase Reactions Reaction Type Degree of Difficulty Gas-liquid without catalyst Gas-liquid with soluble catalyst Gas-liquid with solid catalyst Gas-liquid-liquid with soluble or solid catalyst Gas-liquid-liquid with soluble or solid catalyst (two liquid phases) Straightforward Complex
39 Hierarchy of Multiphase Reactor Models Model Type Empirical Ideal Flow Patterns Phenomenological Volume-Averaged Conservation aws Implementation Straightforward Insight Very little Point-wise Conservation aws Very Difficult or Impossible Significant
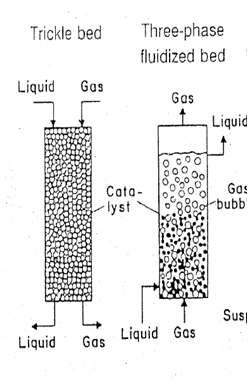
40 Basic Reactor Types for Systems With Solid Catalyst ( three or four phase systems) Systems with moving catalysts - stirred tank slurry systems - slurry bubble columns - loop slurry reactors - three phase fluidized beds (ebulated beds) Systems with stagnant catalysts -packed beds with two phase flow: down flow, up flow, counter-current flow - monoliths and structured packing - rotating packed beds
41 Phenomena Affecting Slurry Reactor Performance Flow dynamics of the multi-phase dispersion - Fluid holdups & holdup distribution - Fluid and particle specific interfacial areas - Bubble size & catalyst size distributions Fluid macro-mixing - PDF s of RTDs for the various phases Fluid micro-mixing - Bubble coalescence & breakage - Catalyst particle agglomeration & attrition Reactor Model Heat transfer phenomena - iquid evaporation & condensation - Fluid-to-wall, fluid-to-internal coils, etc. Energy dissipation - Power input from various sources (e.g., stirrers, fluid-fluid interactions, )
42 Phenomena Affecting Fixed-Bed Reactor Performance Fluid dynamics of the multi-phase flows - Flow regimes & pressure drop - Fluid holdups & holdup distribution - Fluid-fluid & fluid-particle specific interfacial areas - Fluid distribution Fluid macro-mixing - PDF s of RTDs for the various phases Heat transfer phenomena - iquid evaporation & condensation - Fluid-to-wall, fluid-to-internal coils, etc. Reactor Model Energy dissipation - Pressure drop (e.g., stirrers, fluid-fluid interactions, )
43 Elements of the Reactor Model Micro or ocal Analysis Macro or Global Analysis Gas - liquid mass transfer iquid - solid mass transfer Interparticle and inter-phase mass transfer Intraparticle and intra-phase diffusion Intraparticle and intra-phase heat transfer Catalyst particle wetting Flow patterns for the gas, liquid, and solids Dynamics of gas, liquid, and solids flows Macro distributions of the gas, liquid and solids Heat exchange Other types of transport phenomena
44 Reactor Design Variables Feed Q in T in C in Reactor Q out T out C out Product Reactor Process Reaction Flow f Performance Variables Rates Patterns Conversion Flow rates Kinetics Macro Selectivity Activity Inlet C & T Transport Micro Heat exchange
45 Idealized Mixing Models for Multiphase ( Three Phase) Reactors Model Gas-Phase iquid Phase Solid-Phase Reactor Type 1 Plug-flow Plug-flow Fixed Trickle-Bed Flooded-Bed 2 Back mixed Back mixed Back mixed Mechanically agitated 3 Plug-Flow Back mixed Back mixed Bubble column Ebullated - bed Gas-ift & oop
46 Ideal Flow Patterns in Multiphase Reactors Example: Mechanically Agitated Reactors δ (t-τ g ) δ (t) EG(t) X(t) QG Q 0 τ g t 0 t X G (t) δ (t) QG H E(t) - t / τ e τ 0 t or V R v G + V + V C 1 ε G + ε + ε C Q 0 t τ G Vr ε Q G G τ V ( 1 ε ε ) r G Q
47 First Absolute Moment of the Tracer Response for Multi-phase Systems For a single mobile phase in contact with p stagnant phases: µ 1 V 1 + p j 2 Q 1 K 1j V j For p mobile phases in contact with p - 1 mobile phases: µ 1 V 1 + Q 1 + p j 2 p j 2 K 1j V j K 1j Q j K 1j C j C 1 equil. is the partition coefficient of the tracer between phase 1 and j
48 Relating the PDF of the Tracer Impulse Response to Reactor Performance For any system where the covariance of sojourn times is zero (i.e., when the tracer leaves and re-enters the flowing stream at the same spatial position), the PDF of sojourn times in the reaction environment can be obtained from the exit-age PDF for a non-adsorbing tracer that remains confined to the flowing phase external to other phases present in the system. For a first-order process: H p (k c ) pdf for the stagnant phase - H (k 1 c ) t A ext 0 - ( W /Q ) t p - X e E (t) dt e W E ext (t) dt 0 k 1
49 Illustrations of Ideal-Mixing Models for Multiphase Reactors Stirred tank Bubble Column z z Trickle - Bed Flooded - Bed G Plug-flow of gas Backmixed liquid & catalyst Batch catalyst Catalyst is fully wetted G Plug-flow of gas Plug-flow of liquid Fixed-bed of catalyst Catalyst is fully wetted
50 imiting Forms of Intrinsic Reaction Rates Reaction Scheme: A (g) + vb (l) C (l)
51 Gas imiting Reactant and Plug-Flow of iquid Reaction Scheme: A (g) + vb (l) C (l) Key Assumptions G z 1. Gaseous reactant is limiting 2. First-order reaction wrt dissolved gas 3. Constant gas-phase concentration 4. Plug-flow of liquid 5. Isothermal operation 6. iquid is nonvolatile 7. Catalyst concentration is constant 8. Finite gas-liquid, liquid-solid, and intraparticle gradients C / >> 1 D C / νd C >> 1 B C Al 0 B B A A l
52 Gas Reactant imiting and Plug Flow of iquid Concentration or Axial Height Q l A Relative distance from catalyst particle (Net input by convection) l z Ql Al z+ dz + k l a B Constant gas phase concentration valid for pure gas at high flow rate + (Input by Gas- (oss by iquidsolid Transport) 0 iquid Transport) - (1) Dividing by Ar.dz and taking limit dz ( * A A ) A dz- k a ( A A ) A dz 0 l r s p l s r (2) (3) (4)
53 Gas Reactant imiting and Plug Flow of iquid
54 Gas Reactant imiting and Plug Flow of iquid Solving the Model Equations
55 η R Concept of Reactor Efficiency Rate of rxn in the Entire Reactor with Transport Effects Maximum Possible Rate
56 Conversion of Reactant B (in terms of Reactor Efficiency)
57 Gas Reactant imiting and Backmixed iquid Stirred Tank Key Assumptions Bubble Column z G 1. Gaseous reactant is limiting 2. First-order reaction wrt dissolved gas 3. Constant gas-phase concentration 4. iquid and catalyst are backmixed 5. Isothermal operation 6. iquid is nonvolatile 7. Catalyst concentration is constant 8. Finite gas-liquid, liquid-solid, and intraparticle gradients
] [A l,0 ] -Concentration of liquid reactant in the liquid bulk is constant [ f(z)] [B l,0 ] A in liquid bulk: Analysis is similar to the previous")
58 Gas Reactant imiting and Backmixed iquid Concentration or Axial Height Relative distance from catalyst particle -Concentration of dissolved gas in the liquid bulk is constant [ f(z)] [A l,0 ] -Concentration of liquid reactant in the liquid bulk is constant [ f(z)] [B l,0 ] A in liquid bulk: Analysis is similar to the previous case
59 Gas Reactant imiting and Backmixed iquid A at the catalyst surface: For Reactant B: (Net input by flow) (Rate of rxn of B at the catalyst surface) (Note: No transport to gas since B is non-volatile)
60 Gas Reactant imiting and Backmixed iquid Solving the Model Equations
61 A Flow Pattern Concepts for Various Multiphase Systems A - Single plug flow phase flow of gas or liquid with exchange between the mobile phase and stagnant phase. Fixed beds, Trickle-beds, packed bubble columns B - Single phase flow of gas or liquid with exchange between a partially backmixed stagnant phase. Semi-batch slurries, fluidized-beds, ebullated beds B
62 Flow Pattern Concepts for Various Multiphase Systems C D C, D - Co current or countercurrent two-phase flow (plug flow or dispersed flow) with exchange between the phases and stagnant phase. Trickle-beds, packed or empty bubble columns E E - Exchange between two flowing phases, one of which has strong internal recirculation. Empty bubble columns and fluidized beds
63 Strategies for Multiphase Reactor Selection Strategy level I: Catalyst design strategy gas-solid systems: catalyst particle size, shape, porous structure, distribution of active material gas-liquid systems: choice of gas-dispersed or liquid-dispersed systems, ratio between liquid-phase bulk volume and liquid-phase diffusion layer volume Strategy level II: Injection and dispersion strategies (a) reactant and energy injection: batch, continuous, pulsed, staged, flow reversal (b) state of mixedness of concentrations and temperature: wellmixed or plug flow (c) separation of product or energy in situ (d) contacting flow pattern: co-, counter-, cross-current Strategy level III: Choice of hydrodynamic flow regime e.g., packed bed, bubbly flow, churn-turbulent regime, densephase or dilute-phase riser transport


64 Strategies for Multiphase Reactor Selection R. Krishna and S.T. Sie, CES, 49, p (1994)
65 Two-Film Theory: Mass and Heat Transfer C g g i ( j ), T ( J ) Ci ( j ),T ( J ) Gas Bulk Gas Film f N i,( j ) X 0 D iquid Film i Cell J th 2 d C dx f i 2 NR j 1 υ R ji f j Heat Film f N i,( j ) X 1 iquid Bulk f q i,( j ) X 0 2 d T κ dx 2 f NR j 1 R f j ( H R ) f q i,( j ) X 1 δ m δ h g Ci ( j 1 ),T ( J 1 ) g Ci ( j 1),T ( J 1 )
66 Gas-iquid Film Model: Mass Transfer p gi, B.C.1 Gas Film g p g, i Z0 dc Z f i, z 0 g D i k g i i, z dz iquid Film N f i, Z 0 0 Z Z δ f N i, Z δ C f i, Z 0 f C b i, Z δ C i m m g ( C C 0 ) Bulk iquid m Bi m, i Bi D i 2 d C dz f i 2 NR j 1 υ R [ ( )] * f f c c h θ m, i g, i δ m k i g D H i ξ 0 ref, i i c ξ 0 * g, i ji H j p ref, i g, i C dc f i d ξ ref, i ξ 0 B.C.2: Dirichlet conditions g f f Ci, z 0 H i Ci, z 0 Solubility or Violability H f ( θ ) f ref Si H i H i exp ( ) H f ref h ξ 0 R T Z 0 Tref 1 1
67 NR j j j r f R H dz T d 1, 2 2 ) )( ( λ B.C.1 B.C.2 ( ) 0 1, 0 0 ) )( ( + Z f i i NS i i s f z g out g Z f dz dc D H T T h dz dt λ ( ) m h f Z Z f m h T T dz dt δ δ λ λ δ δ ) ( g T f T g A C g B C f B C f A C h δ b A C b B C Z Gas Film iquid Film iquid Bulk Heat Transfer Film Mass Transfer Film b T m δ Gas-iquid film Gas-iquid Film Model: Heat Transfer

68 Bubble Column Mixing Cell Model Cells in series: G and mixed flow Cells in series: G plug flow, mixed flow Cells in series-parallel combination Cell N Cell j Exchange between Upward and downward moving liquid Cell 1 iquid Gas iquid Gas Prototype cell - Cells arranged in different modes to simulate the averaged flow patterns - These averaged flow patterns can be obtained from the CFD simulations
69 Mixing Cell Model for gas-liquid systems Prototype Gas Cell Prototype iquid Cell Novel features Non-isothermal effects in the gas-liquid film and in the bulk liquid Effect of volatility of the liquid phase reactant on the interfacial properties Interfacial region modeled using film theory and solved using integral formulation of the Boundary Element Method (BEM) Model validity over a wide range of dimensionless numbers like Hatta, Arrhenius, solubility parameter, Biot, Damkohler Application to oxidation reactions like cyclohexane, p-xylene, etc. in stirred tank and stirred tank in series (Ruthiya et al. under progress) (Kongto, Comp.&Chem.Eng., 2005)
70 Gas-iquid Reactor Model Variables Non-Dimensionalized parameters c g i C C g i g i, ref and f i C C Reaction based B j H ρ C r,j p C T ref ref Heat of reaction parameter c M f i i, ref Z ξ δ m g θ T T θ g f ref 2 Vcell ( ε aδm ) E ref 2 R j δm aj j R γ j Ha j j Q C D RTref ref ref C ref Bulk reaction number Hatta number Arrhenius number g ref T T ref Q Q g g ref β j γ fi u u g ref ( H r, j λ T ref H i, ref Effective G/ ratio ) D ref ref C Heat of reaction parameter ref Mass transfer based avcellk αg u ref Ar Damkohler number Bi H hgδ m λ β S, i Bi M, i δ mh D Heat transfer based Biot number ref i, ref Biot number ( HS, i ) DC i λ T Heat of solution parameter i k g i, ref g C i, ref Ci, ref / H i, ref S a m gl V C cell p, λ δ m iquid heat transfer number S g ω i g C m i,ref a glvcellλ m δ C p, g Gas heat transfer number C ref e λ Di s i D ρ C ref Diffusivities ratio p D ewis number ref
71 Studies for Complex Gas-iquid Reactions - Vas Bhat R.D., van Swaaij W.P.M., Kuipers, J.A.M., Versteeg,G.F., Mass transfer with complex chemical reaction in gas-liquid, Chem. Eng. Sci., 54, , (1999) - Vas Bhat R.D., van Swaaij W.P.M., Kuipers, J.A.M., Versteeg,G.F., Mass transfer with complex chemical reaction in gas-liquid, Chem. Eng. Sci., 54, , (1999) - Al-Ubaidi B.H. and Selim M.H. (1992), Role of iquid Reactant Volatility in Gas Absorption with an Exothermic Reaction, AIChE J., 38, , (1992) - Bhattacharya, A., Gholap, R.V., Chaudhari, R.V., Gas absorption with exothermic bimolecular (1,1 order) reaction, AIChE J., 33(9), , (1987) - Pangarkar V.G., Sharma, M.M., Consecutive reactions: Role of Mass Transfer factors, 29, , (1974) - Pangarkar V.G., Sharma, M.M., Simultaneous absorption and reaction of two gases, 29, , (1974) - Ramachandran, P.A., Sharma, M.M., Trans.Inst.Chem.Eng.,49, 253,(1971)
72 Types of Heat Generation 1. Heat of solution ( H s ), which is generated at the gas-liquid interface due to the physical process of gas dissolution 2 Heat of vaporization ( H v ), of volatile reactants due to evaporative cooling in oxidation reaction 3. Heat of reaction ( H r ), which is generated in the film near the gas-liquid interface (for fast reactions), or in the bulk liquid (for slow reactions). Uncontrolled heat generation can lead to: 1. Undesired production of by-products 2. Thermally-induced product decomposition 3. Increased rate of catalyst deactivation 4. ocal hot spots and excess vapor generation 5. Reactor runaway and unsafe operation Modeling of simultaneous mass and heat transport effects in the film is necessary for accurate predictions
73 How Heat Generation Can Affect Mass Transfer Rates in Gas-iquid Reactions 1. Physical, transport, and thermodynamic properties of the reaction medium exhibit various degrees of temperature dependence 2. Kinetic parameters exhibit exponential dependence on the local temperature 3. Instabilities at the gas-liquid reaction interface that are driven by surface tension effects (Marangoni effect) and density effects

74 Typical Systems with Notable Heat Effects Shah & Bhattacharjee, in Recent Advances, 1984.
75 Properties and Interfacial Temperature Rise for Some Practical Systems Shah & Bhattacharjee, in Recent Advances in the Engineering Analysis of Multiphase Reacting Systems, Wiley Eastern, 1984.

76 aboratory Reactors for Gas - iquid Reaction Kinetics
77 Case 1: Single non-isothermal reaction Reaction Scheme: A + vb C 2 2 d A d B D A k 2 A B D vk A B 2 B 2 2 dx dx G second order reaction Non-dimensionlizing 2 a 2 dy 2 2 d b Ha Ha a b ab where 2 dy q d 2 y x δ q DBB zd A A 0 * 2 k2b0 Ha 2 δ D A d 2 dy a 2 q d 2 dy b 2 E E Ha For no depletion of B (interface concentration bulk, tanh ( Ha) first order reaction Ha bi tanh ( Ha bi ) For depletion of B 1 Ha bi bi q + 1 q tan( Ha bi ) 2 2 δ k2b Ha D A i
78 Case 1: Single non-isothermal reaction Reaction Scheme: A + vb C Ha 10, q 0.05, γ 22, γs -7.5, γvap 2, βs0.001, β vap , B ihg 1 Gas (A) Reactant (B) Product (C) Enhancement Nonvolatile Volatile การกระจายของความเข มข น และอ ณหภ ม ในฟ ล มของเหลว ส าหร บการถ ายโอนมวลของ ปฏ ก ร ยาเด ยวแบบ ผ นกล บไม ได ส าหร บระบบท ม การระเหย (Bim1.5) และ ไม ม การระเหย (Bim0) Dimensionless Temperature Dimensionless Concentration Temp. Conc. c A c B c P No vaporization Vaporization of B Non-volatility (Bi m 0) Volatility (Bi m 1.5) Dimensionless Film Thickness
79 Case 1: Single non-isothermal reaction Dimensionless Temperature Bi Hg 0.75 Bi Hg 1.5 Bi Hg 10 Bi Hg Temp Ha Rxn Temp Ha Bi Hg δ h m κ g Ha 2 2 k ref δ m D A C b B

80 Case 2: ocal Supersaturation in the film No C reaction here Shah, Y.T., Pangarkar, V.G. and Sharma, M.M., Criterion for supersaturation in gas-liquid reactions involving a volatile product, Chem. Eng. Sci., 29, , (1974)
81 Axial Dispersion Model (Single Phase) C z 0 et τ C t 2 C C Dax u + 2 z dz η 0 u 0 z C 0 1 Pe C ax 0 uc D Pe ax 2 C 2 η C u D R C z ax ax 1 Pe C dη ax τ + C η u τr Basis: Plug flow with superimposed diffusional or eddy transport in the direction of flow C z 0 C η 1 0
82 Axial Dispersion Model C τ η 0 Pe 1 C ax 0 2 η C 2 C C + dη 1 Pe ax C η τr C η 1 0
83 Axial Dispersion Model for the iquid with Constant Gas-Phase Concentration - 1 Mass Balance of A in the liquid phase (Net input by convection) + (Net input by (oss by iquidsolid Transport) axial dispersion) + (input by gasliquid transport) - 0 <A l > mean X-sectional area occupied by liquid at z
84 Axial Dispersion Model for the iquid with Constant Gas-Phase Concentration - 2
85 Axial Dispersion Model for the iquid with Constant Gas-Phase Concentration - 3
86 ADM Model: Boundary Conditions
87 Axial Dispersion Model - Summary D ax d 2 dz A l 2 u l da l dz + k l a B ( * A A ) k a ( A A ) l s p l s ( Al As ) ηck was ksap z 0 u l A li u l A l D ax da dz l da l z 0
88 Comments regarding axial dispersion model (ADM) The model is very popular because it has only a single parameter, axial dispersion coefficient, D ax, the value of which allows one to represent RTDs between that of a stirred tank and of a plug flow. The reactor model is usually written in dimensionless form where the Peclet number for axial dispersion is defined as: Pe ax U / D ax 2 / D / U ax characteristic axialdispersiontime characteristicconvectiontime Pe ax plug flow Pe ax 0 complete back mixing
89 ADM comments continued-1 Use of ADM was popularized by the work of Danckwerts, evenspiel, Bischoff, j. Smith and many others in the 1960s through 1970s. Since D ax encompasses the effects of the convective flow pattern, eddy as well as molecular diffusion, prediction of the Axial Peclet Number with scale up is extremely difficult as a theoretical basis exists only for laminar and turbulent single phase flows in pipes. Moreover use of ADM as a model for the reactor is only advisable for systems of Peclet larger than 5 (preferably 10).
90 ADM comments continued -2 However, ADM leads to the boundary value problem for calculation of reactor performance with inlet boundary conditions which are needed to preserve the mass balance but unrealistic for actual systems. Since at large Peclet numbers for axial dispersion the RTD is narrow, reactor performance can be calculated more effectively by a tanks in series model or segregated flow model.
91 ADM comments continued -3 ADM is not suitable for packed beds, since there is really never any dispersion upstream of the point of injection (Hiby showed this conclusively in the 1960s); a parabolic equation does not describe the physics of flow in packed beds well. A hyperbolic equation approach (wave model) should be used as shown recently by Westerterp and coworkers (AICHE Journal in the 1990s). ADM is not suitable for bubble column flows as the physics of flow requires at least a two dimensional convection- eddy diffusion model for both the liquid and gas phase (Degaleesan and Dudukovic, AICHEJ in 1990s). ADM is clearly unsuitable for multiphase stirred tanks
92 Final Comments To improve predictability of multiphase reactor models and reduce the risk of scale-up, they should be increasingly developed based on proper physical description of hydrodynamics in these systems. Improved reactor scale descriptions coupled with advances on molecular and single eddy (single particle) scale will facilitate the implementation of novel environmentally benign technologies by reducing the risk of such implementations.
93 Return to Systems Approach in selecting best reactor for the task Expansion in capacity of a best selling herbicide provides an opportunity to assess the current reactor and suggest a better solution Detailed chemistry is kept proprietary
94 Reaction System S46
95 Disadvantages of Semi-Batch Slurry Reactor Batch nature variable product ow volumetric productivity (due to low catalyst loading and limited pressure) Pressure limitation (shaft seal) High power consumption Poor selectivity (due to high liquid to catalyst volume ratio and undesirable homogeneous reactions) Catalyst filtration time consuming Catalyst make-up required Oxygen mass transfer limitations S47

96 Potential Advantages of Fixed Bed System S48
97 Slurry vs Fixed Bed With proper design of catalyst particles a packed-bed reactor with co-current down-flow of gas and liquid both in partial wetting regime and in induced pulsing regime can far surpass the volumetric productivity and selectivity of the slurry system, yet require an order of magnitude less of the active catalyst component. Undesirable homogenous reactions are suppressed in the fixed bed reactor due to much higher catalyst to liquid volume ratio Father advantage is accomplished in fixed beds by operation at higher pressure (no moving shafts to seal). Fixed bed operation requires long term catalyst stability or ease of in situ regeneration. S49
98 References 1. Suresh, A.K., Sharma, M.M., Sridhar, T., Engineering Aspects of iquid-phase Air Oxidation of Hydrocarbons, Ind. Eng. Chem. Research, 39, (2000). 2. Froment, G.F. and Bischoff, K.B., Chemical Reactor Analysis and Design, Wiley (1990). 3. evenspiel, O., Chemical Reaction Engineering, Wiley, 3 rd Edition (1999). S50
99 References 1. Dudukovic, M.P., arachi, F., Mills, P.., Multiphase Reactors Revisited, Chem. Eng. Science, 541, (1999). 2. Dudukovic, M.P., arachi, F., Mills, P.., Multiphase Catalytic Reactors: A Perspective on Current Knowledge and Future Trends, Catalysis Reviews, 44(11), (2002). 3. evenspiel, Octave, Chemical Reaction Engineering, 3 rd Edition, Wiley, Trambouze, P., Euzen, J.P., Chemical Reactors From Design to Operation, IFP Publications, Editions TECHNIP, Paris, France (2002). S45
100 For any process chemistry involving more than one phase one should : Select the best reactor flow pattern based on the kinetic scheme and mass and heat transfer requirements of the system, Assess the magnitude of heat and mass transfer effects on the kinetic rate Assess whether design requirements can be met based on ideal flow assumptions Develop scale-up and scale-down relations Quantify flow field changes with scale if needed for proper assessment of reactor performance Couple physically based flow and phase contacting model with kinetics
BASIC DESIGN EQUATIONS FOR MULTIPHASE REACTORS
 BASIC DESIGN EQUATIONS FOR MULTIPHASE REACTORS Starting Reference 1. P. A. Ramachandran and R. V. Chaudhari, Three-Phase Catalytic Reactors, Gordon and Breach Publishers, New York, (1983). 2. Nigam, K.D.P.
BASIC DESIGN EQUATIONS FOR MULTIPHASE REACTORS Starting Reference 1. P. A. Ramachandran and R. V. Chaudhari, Three-Phase Catalytic Reactors, Gordon and Breach Publishers, New York, (1983). 2. Nigam, K.D.P.
NPTEL. Chemical Reaction Engineering II - Video course. Chemical Engineering. COURSE OUTLINE
 NPTEL Syllabus Chemical Reaction Engineering II - Video course COURSE OUTLINE This is a typical second course in the subject of chemical reaction engineering with an emphasis on heterogeneous reaction
NPTEL Syllabus Chemical Reaction Engineering II - Video course COURSE OUTLINE This is a typical second course in the subject of chemical reaction engineering with an emphasis on heterogeneous reaction
BAE 820 Physical Principles of Environmental Systems
 BAE 820 Physical Principles of Environmental Systems Inter phase mass transfer Dr. Zifei Liu Mass transfer between two phases For a two phase system not at equilibrium (concentrations in the two phases
BAE 820 Physical Principles of Environmental Systems Inter phase mass transfer Dr. Zifei Liu Mass transfer between two phases For a two phase system not at equilibrium (concentrations in the two phases
Thermodynamics and Rate Processes. D.Kunzru Dept. of Chemical Engineering I.I.T.Kanpur
 Thermodynamics and Rate Processes D.Kunzru Dept. of Chemical Engineering I.I.T.Kanpur Importance of Chemical Reaction Engineering chemical reactor is usually the heart of any process traditional applications:
Thermodynamics and Rate Processes D.Kunzru Dept. of Chemical Engineering I.I.T.Kanpur Importance of Chemical Reaction Engineering chemical reactor is usually the heart of any process traditional applications:
Chemical Reaction Engineering
 Lecture 32! Chemical Reaction Engineering (CRE) is the field that studies the rates and mechanisms of chemical reactions and the design of the reactors in which they take place.!! 1! Lecture 32 Thursday
Lecture 32! Chemical Reaction Engineering (CRE) is the field that studies the rates and mechanisms of chemical reactions and the design of the reactors in which they take place.!! 1! Lecture 32 Thursday
1 Model for gas-liquid reactions Based on film model
 1 Model for gas-liquid reactions Based on film model A(g >l) +νb(l) Products Governing equations are as follows: d 2 C A dx 2 = k 2 C A C B (1) D B d 2 C B dx 2 = νk 2 C A C B (2) Here x is the actual
1 Model for gas-liquid reactions Based on film model A(g >l) +νb(l) Products Governing equations are as follows: d 2 C A dx 2 = k 2 C A C B (1) D B d 2 C B dx 2 = νk 2 C A C B (2) Here x is the actual
Chemical Reaction Engineering - Part 16 - more reactors Richard K. Herz,
 Chemical Reaction Engineering - Part 16 - more reactors Richard K. Herz, rherz@ucsd.edu, www.reactorlab.net More reactors So far we have learned about the three basic types of reactors: Batch, PFR, CSTR.
Chemical Reaction Engineering - Part 16 - more reactors Richard K. Herz, rherz@ucsd.edu, www.reactorlab.net More reactors So far we have learned about the three basic types of reactors: Batch, PFR, CSTR.
ENGG 199 Reacting Flows Spring Lecture 4 Gas-Liquid Mixing Reactor Selection Agitator Design
 ENGG 199 Reacting Flows Spring 2006 Lecture 4 Gas-Liquid Mixing Reactor Selection gitator Design Copyright 2000,.W. Etchells, R.K.Grenville & R.D. LaRoche ll rights reserved. Background Roughly 25 % of
ENGG 199 Reacting Flows Spring 2006 Lecture 4 Gas-Liquid Mixing Reactor Selection gitator Design Copyright 2000,.W. Etchells, R.K.Grenville & R.D. LaRoche ll rights reserved. Background Roughly 25 % of
Heat processes. Heat exchange
 Heat processes Heat exchange Heat energy transported across a surface from higher temperature side to lower temperature side; it is a macroscopic measure of transported energies of molecular motions Temperature
Heat processes Heat exchange Heat energy transported across a surface from higher temperature side to lower temperature side; it is a macroscopic measure of transported energies of molecular motions Temperature
Steady-State Molecular Diffusion
 Steady-State Molecular Diffusion This part is an application to the general differential equation of mass transfer. The objective is to solve the differential equation of mass transfer under steady state
Steady-State Molecular Diffusion This part is an application to the general differential equation of mass transfer. The objective is to solve the differential equation of mass transfer under steady state
A First Course on Kinetics and Reaction Engineering Unit 33. Axial Dispersion Model
 Unit 33. Axial Dispersion Model Overview In the plug flow reactor model, concentration only varies in the axial direction, and the sole causes of that variation are convection and reaction. Unit 33 describes
Unit 33. Axial Dispersion Model Overview In the plug flow reactor model, concentration only varies in the axial direction, and the sole causes of that variation are convection and reaction. Unit 33 describes
in engineering reactors for catalytic reactions
 J. Chem. Sci. Vol. 126, No. 2, March 2014, pp. 341 351. c Indian Academy of Sciences. Engineering reactors for catalytic reactions VIVEK V RANADE Chemical Engineering and Process Development Division,
J. Chem. Sci. Vol. 126, No. 2, March 2014, pp. 341 351. c Indian Academy of Sciences. Engineering reactors for catalytic reactions VIVEK V RANADE Chemical Engineering and Process Development Division,
Lecture (9) Reactor Sizing. Figure (1). Information needed to predict what a reactor can do.
 Reactor Sizing. Figure (1). Information needed to predict what a reactor can do.") Lecture (9) Reactor Sizing 1.Introduction Chemical kinetics is the study of chemical reaction rates and reaction mechanisms. The study of chemical reaction engineering (CRE) combines the study of chemical
Lecture (9) Reactor Sizing 1.Introduction Chemical kinetics is the study of chemical reaction rates and reaction mechanisms. The study of chemical reaction engineering (CRE) combines the study of chemical
Application of the penetration theory for gas - Liquid mass transfer without liquid bulk van Elk, E. P.; Knaap, M. C.
 University of Groningen Application of the penetration theory for gas - Liquid mass transfer without liquid bulk van Elk, E. P.; Knaap, M. C.; Versteeg, Geert Published in: Chemical Engineering Research
University of Groningen Application of the penetration theory for gas - Liquid mass transfer without liquid bulk van Elk, E. P.; Knaap, M. C.; Versteeg, Geert Published in: Chemical Engineering Research
Engineering and. Tapio Salmi Abo Akademi Abo-Turku, Finland. Jyri-Pekka Mikkola. Umea University, Umea, Sweden. Johan Warna.
 Chemical Reaction Engineering and Reactor Technology Tapio Salmi Abo Akademi Abo-Turku, Finland Jyri-Pekka Mikkola Umea University, Umea, Sweden Johan Warna Abo Akademi Abo-Turku, Finland CRC Press is
Chemical Reaction Engineering and Reactor Technology Tapio Salmi Abo Akademi Abo-Turku, Finland Jyri-Pekka Mikkola Umea University, Umea, Sweden Johan Warna Abo Akademi Abo-Turku, Finland CRC Press is
Convective Mass Transfer
 Convective Mass Transfer Definition of convective mass transfer: The transport of material between a boundary surface and a moving fluid or between two immiscible moving fluids separated by a mobile interface
Convective Mass Transfer Definition of convective mass transfer: The transport of material between a boundary surface and a moving fluid or between two immiscible moving fluids separated by a mobile interface
CHE 611 Advanced Chemical Reaction Engineering
 CHE 611 Advanced Chemical Reaction Engineering Dr. Muhammad Rashid Usman Institute of Chemical Engineering and Technology University of the Punjab, Lahore 54590 mrusman.icet@pu.edu.pk 1 Course contents
CHE 611 Advanced Chemical Reaction Engineering Dr. Muhammad Rashid Usman Institute of Chemical Engineering and Technology University of the Punjab, Lahore 54590 mrusman.icet@pu.edu.pk 1 Course contents
AGITATION AND AERATION
 AGITATION AND AERATION Although in many aerobic cultures, gas sparging provides the method for both mixing and aeration - it is important that these two aspects of fermenter design be considered separately.
AGITATION AND AERATION Although in many aerobic cultures, gas sparging provides the method for both mixing and aeration - it is important that these two aspects of fermenter design be considered separately.
Chemical Reaction Engineering II Prof. A. K. Suresh Department of Chemical Engineering Indian Institute of Technology, Bombay
 Chemical Reaction Engineering II Prof A K Suresh Department of Chemical Engineering Indian Institute of Technology, Bombay Lecture - 24 GLR-5: Transition to Instantaneous reaction; Reaction regimes in
Chemical Reaction Engineering II Prof A K Suresh Department of Chemical Engineering Indian Institute of Technology, Bombay Lecture - 24 GLR-5: Transition to Instantaneous reaction; Reaction regimes in
1 Matlab solution to diffusion-reaction problems
 1 Matlab solution to diffusion-reaction problems Diffusion-Reaction problems are very common in chemical reaction engineering and often numerical solutions are needed. Here we look at using matlab to obtain
1 Matlab solution to diffusion-reaction problems Diffusion-Reaction problems are very common in chemical reaction engineering and often numerical solutions are needed. Here we look at using matlab to obtain
Theories for Mass Transfer Coefficients
 Mass Transfer Theories for Mass Transfer Coefficients Lecture 9, 5..7, r. K. Wegner 9. Basic Theories for Mass Transfer Coefficients Aim: To find a theory behind the empirical mass-transfer correlations
Mass Transfer Theories for Mass Transfer Coefficients Lecture 9, 5..7, r. K. Wegner 9. Basic Theories for Mass Transfer Coefficients Aim: To find a theory behind the empirical mass-transfer correlations
Chemical Reactions and Chemical Reactors
 Chemical Reactions and Chemical Reactors George W. Roberts North Carolina State University Department of Chemical and Biomolecular Engineering WILEY John Wiley & Sons, Inc. x Contents 1. Reactions and
Chemical Reactions and Chemical Reactors George W. Roberts North Carolina State University Department of Chemical and Biomolecular Engineering WILEY John Wiley & Sons, Inc. x Contents 1. Reactions and
Module 1: Mole Balances, Conversion & Reactor Sizing (Chapters 1 and 2, Fogler)
") CHE 309: Chemical Reaction Engineering Lecture-2 Module 1: Mole Balances, Conversion & Reactor Sizing (Chapters 1 and 2, Fogler) Module 1: Mole Balances, Conversion & Reactor Sizing Topics to be covered
CHE 309: Chemical Reaction Engineering Lecture-2 Module 1: Mole Balances, Conversion & Reactor Sizing (Chapters 1 and 2, Fogler) Module 1: Mole Balances, Conversion & Reactor Sizing Topics to be covered
Engineering. Green Chemical. S. Suresh and S. Sundaramoorthy. and Chemical Processes. An Introduction to Catalysis, Kinetics, CRC Press
 I i Green Chemical Engineering An Introduction to Catalysis, Kinetics, and Chemical Processes S. Suresh and S. Sundaramoorthy CRC Press Taylor & Francis Group Boca Raton London New York CRC Press is an
I i Green Chemical Engineering An Introduction to Catalysis, Kinetics, and Chemical Processes S. Suresh and S. Sundaramoorthy CRC Press Taylor & Francis Group Boca Raton London New York CRC Press is an
COMPARTMENTAL MODELLING OF AN INDUSTRIAL BUBBLE COLUMN
 COMPARTMENTAL MODELLING OF AN INDUSTRIAL BUBBLE COLUMN Christophe Wylock 1, Aurélie Larcy 1, Thierry Cartage 2, Benoît Haut 1 1 Transfers, Interfaces and Processes (TIPs) Chemical Engineering Unit, Université
COMPARTMENTAL MODELLING OF AN INDUSTRIAL BUBBLE COLUMN Christophe Wylock 1, Aurélie Larcy 1, Thierry Cartage 2, Benoît Haut 1 1 Transfers, Interfaces and Processes (TIPs) Chemical Engineering Unit, Université
Outline. Definition and mechanism Theory of diffusion Molecular diffusion in gases Molecular diffusion in liquid Mass transfer
 Diffusion 051333 Unit operation in gro-industry III Department of Biotechnology, Faculty of gro-industry Kasetsart University Lecturer: Kittipong Rattanaporn 1 Outline Definition and mechanism Theory of
Diffusion 051333 Unit operation in gro-industry III Department of Biotechnology, Faculty of gro-industry Kasetsart University Lecturer: Kittipong Rattanaporn 1 Outline Definition and mechanism Theory of
Reaction and Diffusion in a Porous Catalyst Pellet. by Richard K. Herz
 Reaction and Diffusion in a Porous Catalyst Pellet by Richard K. Herz Solid catalysts are often called "heterogeneous catalysts" meaning that they are in a different phase from fluid reactants
Reaction and Diffusion in a Porous Catalyst Pellet by Richard K. Herz Solid catalysts are often called "heterogeneous catalysts" meaning that they are in a different phase from fluid reactants
5. Collection and Analysis of. Rate Data
 5. Collection and nalysis of o Objectives Rate Data - Determine the reaction order and specific reaction rate from experimental data obtained from either batch or flow reactors - Describe how to analyze
5. Collection and nalysis of o Objectives Rate Data - Determine the reaction order and specific reaction rate from experimental data obtained from either batch or flow reactors - Describe how to analyze
1. Introductory Material
 CHEE 321: Chemical Reaction Engineering 1. Introductory Material 1b. The General Mole Balance Equation (GMBE) and Ideal Reactors (Fogler Chapter 1) Recap: Module 1a System with Rxn: use mole balances Input
CHEE 321: Chemical Reaction Engineering 1. Introductory Material 1b. The General Mole Balance Equation (GMBE) and Ideal Reactors (Fogler Chapter 1) Recap: Module 1a System with Rxn: use mole balances Input
Principles of Convective Heat Transfer
 Massoud Kaviany Principles of Convective Heat Transfer Second Edition With 378 Figures Springer Contents Series Preface Preface to the Second Edition Preface to the First Edition Acknowledgments vii ix
Massoud Kaviany Principles of Convective Heat Transfer Second Edition With 378 Figures Springer Contents Series Preface Preface to the Second Edition Preface to the First Edition Acknowledgments vii ix
Nirma University Institute of Technology Chemical Engineering Department, Handouts -RRP- CRE-II. Handouts
 Handouts Handout 1: Practical reactor performance deviates from that of ideal reactor s : Packed bed reactor Channeling CSTR & Batch Dead Zones, Bypass PFR deviation from plug flow dispersion Deviation
Handouts Handout 1: Practical reactor performance deviates from that of ideal reactor s : Packed bed reactor Channeling CSTR & Batch Dead Zones, Bypass PFR deviation from plug flow dispersion Deviation
AIRLIFT BIOREACTORS. contents
 AIRLIFT BIOREACTORS contents Introduction Fluid Dynamics Mass Transfer Airlift Reactor Selection and Design 1 INTRODUCTION airlift reactor (ALR) covers a wide range of gas liquid or gas liquid solid pneumatic
AIRLIFT BIOREACTORS contents Introduction Fluid Dynamics Mass Transfer Airlift Reactor Selection and Design 1 INTRODUCTION airlift reactor (ALR) covers a wide range of gas liquid or gas liquid solid pneumatic
BAE 820 Physical Principles of Environmental Systems
 BAE 820 Physical Principles of Environmental Systems Catalysis of environmental reactions Dr. Zifei Liu Catalysis and catalysts Catalysis is the increase in the rate of a chemical reaction due to the participation
BAE 820 Physical Principles of Environmental Systems Catalysis of environmental reactions Dr. Zifei Liu Catalysis and catalysts Catalysis is the increase in the rate of a chemical reaction due to the participation
Chemical Reaction Engineering
 Chemical Reaction Engineering Dr. Yahia Alhamed Chemical and Materials Engineering Department College of Engineering King Abdulaziz University General Mole Balance Batch Reactor Mole Balance Constantly
Chemical Reaction Engineering Dr. Yahia Alhamed Chemical and Materials Engineering Department College of Engineering King Abdulaziz University General Mole Balance Batch Reactor Mole Balance Constantly
PHEN 612 SPRING 2008 WEEK 12 LAURENT SIMON
 PHEN 612 SPRING 28 WEEK 12 LAURENT SIMON Mixing in Reactors Agitation, Mixing of Fluids and Power requirements Agitation and mixing are two of the most common operations in the processing industries Agitation:
PHEN 612 SPRING 28 WEEK 12 LAURENT SIMON Mixing in Reactors Agitation, Mixing of Fluids and Power requirements Agitation and mixing are two of the most common operations in the processing industries Agitation:
CHEMICAL REACTORS - PROBLEMS OF NON IDEAL REACTORS 61-78
 011-01 ourse HEMIL RETORS - PROBLEMS OF NON IDEL RETORS 61-78 61.- ccording to several experiments carried out in a continuous stirred tank reactor we suspect that the behavior of the reactor is not ideal.
011-01 ourse HEMIL RETORS - PROBLEMS OF NON IDEL RETORS 61-78 61.- ccording to several experiments carried out in a continuous stirred tank reactor we suspect that the behavior of the reactor is not ideal.
Mass Transfer with Chemical Reactions in Porous Catalysts: A Discussion on the Criteria for the Internal and External Diffusion Limitations
 Defect and Diffusion Forum Online: 03-0-3 ISSN: 66-9507, Vols. 334-335, pp 79-83 doi:0.408/www.scientific.net/ddf.334-335.79 03 Trans Tech Publications, Switzerland Mass Transfer with Chemical Reactions
Defect and Diffusion Forum Online: 03-0-3 ISSN: 66-9507, Vols. 334-335, pp 79-83 doi:0.408/www.scientific.net/ddf.334-335.79 03 Trans Tech Publications, Switzerland Mass Transfer with Chemical Reactions
Physicochemical Processes
 Lecture 3 Physicochemical Processes Physicochemical Processes Air stripping Carbon adsorption Steam stripping Chemical oxidation Supercritical fluids Membrane processes 1 1. Air Stripping A mass transfer
Lecture 3 Physicochemical Processes Physicochemical Processes Air stripping Carbon adsorption Steam stripping Chemical oxidation Supercritical fluids Membrane processes 1 1. Air Stripping A mass transfer
Studies on flow through and around a porous permeable sphere: II. Heat Transfer
 Studies on flow through and around a porous permeable sphere: II. Heat Transfer A. K. Jain and S. Basu 1 Department of Chemical Engineering Indian Institute of Technology Delhi New Delhi 110016, India
Studies on flow through and around a porous permeable sphere: II. Heat Transfer A. K. Jain and S. Basu 1 Department of Chemical Engineering Indian Institute of Technology Delhi New Delhi 110016, India
PRESENTATION SLIDES: Hydrodynamic Scale-Up of Circulating Fluidized Beds
 Refereed Proceedings The 12th International Conference on Fluidization - New Horizons in Fluidization Engineering Engineering Conferences International Year 2007 PRESENTATION SLIDES: Hydrodynamic Scale-Up
Refereed Proceedings The 12th International Conference on Fluidization - New Horizons in Fluidization Engineering Engineering Conferences International Year 2007 PRESENTATION SLIDES: Hydrodynamic Scale-Up
C. S. R. Prasad, H. Z. Fani, S. B. Menon
 Heterogeneous Bunsen Reaction nalysis & Experimental study of Chemical absorption of Sulfur dioxide and dissolution of Iodine into aqueous reacting system C. S. R. Prasad, H. Z. Fani, S. B. Menon Chemical
Heterogeneous Bunsen Reaction nalysis & Experimental study of Chemical absorption of Sulfur dioxide and dissolution of Iodine into aqueous reacting system C. S. R. Prasad, H. Z. Fani, S. B. Menon Chemical
Gas transfer rates If either phase concentration can not be predicted by Henry's law then there will be a transfer of mass across the interface until
 Gas transfer rates If either phase concentration can not be predicted by Henry's law then there will be a transfer of mass across the interface until equilibrium is reached. The mechanisms and rate expressions
Gas transfer rates If either phase concentration can not be predicted by Henry's law then there will be a transfer of mass across the interface until equilibrium is reached. The mechanisms and rate expressions
Quickly design CO 2 amine absorber
 Indian Journal of Chemical Technology Vol. 13, January 006, pp. 47-5 Quickly design CO amine absorber Prakash D Vaidya & Vijaykumar V Mahajani* Chemical Engineering Division, Institute of Chemical Technology,
Indian Journal of Chemical Technology Vol. 13, January 006, pp. 47-5 Quickly design CO amine absorber Prakash D Vaidya & Vijaykumar V Mahajani* Chemical Engineering Division, Institute of Chemical Technology,
Models for Nonideal Reactors
 Fogler_Web_Ch18.fm Page 1 Monday, October 9, 017 1:58 PM Models for Nonideal Reactors 18 Success is a journey, not a destination. Ben Sweetland Use the RTD to evaluate parameters. Overview. Not all tank
Fogler_Web_Ch18.fm Page 1 Monday, October 9, 017 1:58 PM Models for Nonideal Reactors 18 Success is a journey, not a destination. Ben Sweetland Use the RTD to evaluate parameters. Overview. Not all tank
To increase the concentration of product formed in a PFR, what should we do?
 To produce more moles of product per time in a flow reactor system, what can we do? a) Use less catalyst b) Make the reactor bigger c) Make the flow rate through the reactor smaller To increase the concentration
To produce more moles of product per time in a flow reactor system, what can we do? a) Use less catalyst b) Make the reactor bigger c) Make the flow rate through the reactor smaller To increase the concentration
Notes on reaction-diffusion cases with effectiveness factors greater than one! Richard K. Herz,
 Notes on reaction-diffusion cases with effectiveness factors greater than one! Richard K. Herz, rherz@ucsd.edu For isothermal n-th order reactions where n >= 0, the catalyst effectiveness factor value
Notes on reaction-diffusion cases with effectiveness factors greater than one! Richard K. Herz, rherz@ucsd.edu For isothermal n-th order reactions where n >= 0, the catalyst effectiveness factor value
Chemical Reactor flnolysis
 Introduction to Chemical Reactor flnolysis SECOND EDITION R.E. Hayes J.P. Mmbaga ^ ^ T..,«,,.«M.iirti,im.' TECHNISCHE INFORMATIONSBIBLIOTHEK UNWERSITATSBIBLIOTHEK HANNOVER i ii ii 1 J /0\ CRC Press ycf*
Introduction to Chemical Reactor flnolysis SECOND EDITION R.E. Hayes J.P. Mmbaga ^ ^ T..,«,,.«M.iirti,im.' TECHNISCHE INFORMATIONSBIBLIOTHEK UNWERSITATSBIBLIOTHEK HANNOVER i ii ii 1 J /0\ CRC Press ycf*
TABLE OF CONTENT. Chapter 4 Multiple Reaction Systems 61 Parallel Reactions 61 Quantitative Treatment of Product Distribution 63 Series Reactions 65
 TABLE OF CONTENT Chapter 1 Introduction 1 Chemical Reaction 2 Classification of Chemical Reaction 2 Chemical Equation 4 Rate of Chemical Reaction 5 Kinetic Models For Non Elementary Reaction 6 Molecularity
TABLE OF CONTENT Chapter 1 Introduction 1 Chemical Reaction 2 Classification of Chemical Reaction 2 Chemical Equation 4 Rate of Chemical Reaction 5 Kinetic Models For Non Elementary Reaction 6 Molecularity
A First Course on Kinetics and Reaction Engineering Unit D and 3-D Tubular Reactor Models
 Unit 34. 2-D and 3-D Tubular Reactor Models Overview Unit 34 describes two- and three-dimensional models for tubular reactors. One limitation of the ideal PFR model is that the temperature and composition
Unit 34. 2-D and 3-D Tubular Reactor Models Overview Unit 34 describes two- and three-dimensional models for tubular reactors. One limitation of the ideal PFR model is that the temperature and composition
Chapter 2 Mass Transfer Coefficient
 Chapter 2 Mass Transfer Coefficient 2.1 Introduction The analysis reported in the previous chapter allows to describe the concentration profile and the mass fluxes of components in a mixture by solving
Chapter 2 Mass Transfer Coefficient 2.1 Introduction The analysis reported in the previous chapter allows to describe the concentration profile and the mass fluxes of components in a mixture by solving
Review: Nonideal Flow in a CSTR
 L3- Review: Nonideal Flow in a CSTR Ideal CSTR: uniform reactant concentration throughout the vessel Real stirred tank Relatively high reactant concentration at the feed entrance Relatively low concentration
L3- Review: Nonideal Flow in a CSTR Ideal CSTR: uniform reactant concentration throughout the vessel Real stirred tank Relatively high reactant concentration at the feed entrance Relatively low concentration
A First Course on Kinetics and Reaction Engineering Unit 12. Performing Kinetics Experiments
 Unit 12. Performing Kinetics Experiments Overview Generating a valid rate expression for a reaction requires both a reactor and and an accurate mathematical model for that reactor. Unit 11 introduced the
Unit 12. Performing Kinetics Experiments Overview Generating a valid rate expression for a reaction requires both a reactor and and an accurate mathematical model for that reactor. Unit 11 introduced the
Chemical Kinetics and Reaction Engineering
 Chemical Kinetics and Reaction Engineering MIDTERM EXAMINATION II Friday, April 9, 2010 The exam is 100 points total and 20% of the course grade. Please read through the questions carefully before giving
Chemical Kinetics and Reaction Engineering MIDTERM EXAMINATION II Friday, April 9, 2010 The exam is 100 points total and 20% of the course grade. Please read through the questions carefully before giving
Overall volumetric mass transfer coefficient in solid foam packing
 Eindhoven University of Technology MASTER Overall volumetric mass transfer coefficient in solid foam packing Veltman, A Award date: 2006 ink to publication Disclaimer This document contains a student thesis
Eindhoven University of Technology MASTER Overall volumetric mass transfer coefficient in solid foam packing Veltman, A Award date: 2006 ink to publication Disclaimer This document contains a student thesis
Mass transfer with complex chemical reactions in gas liquid systems Vas Bhat, R.D.; Kuipers, J.A.M.; Versteeg, Geert
 University of Groningen Mass transfer with complex chemical reactions in gas liquid systems Vas Bhat, R.D.; Kuipers, J.A.M.; Versteeg, Geert Published in: Chemical Engineering Journal IMPORTANT NOTE: You
University of Groningen Mass transfer with complex chemical reactions in gas liquid systems Vas Bhat, R.D.; Kuipers, J.A.M.; Versteeg, Geert Published in: Chemical Engineering Journal IMPORTANT NOTE: You
INTRODUCTION TO CATALYTIC COMBUSTION
 INTRODUCTION TO CATALYTIC COMBUSTION R.E. Hayes Professor of Chemical Engineering Department of Chemical and Materials Engineering University of Alberta, Canada and S.T. Kolaczkowski Professor of Chemical
INTRODUCTION TO CATALYTIC COMBUSTION R.E. Hayes Professor of Chemical Engineering Department of Chemical and Materials Engineering University of Alberta, Canada and S.T. Kolaczkowski Professor of Chemical
Lecture 8. Mole balance: calculations of microreactors, membrane reactors and unsteady state in tank reactors
 Lecture 8 Mole balance: calculations of microreactors, membrane reactors and unsteady state in tank reactors Mole alance in terms of oncentration and Molar low Rates Working in terms of number of moles
Lecture 8 Mole balance: calculations of microreactors, membrane reactors and unsteady state in tank reactors Mole alance in terms of oncentration and Molar low Rates Working in terms of number of moles
Chemical Kinetics. What quantities do we study regarding chemical reactions? 15 Chemical Kinetics
 Chemical Kinetics Chemical kinetics: the study of reaction rate, a quantity conditions affecting it, the molecular events during a chemical reaction (mechanism), and presence of other components (catalysis).
Chemical Kinetics Chemical kinetics: the study of reaction rate, a quantity conditions affecting it, the molecular events during a chemical reaction (mechanism), and presence of other components (catalysis).
COPYRIGHTED MATERIAL OVERVIEW OF CHEMICAL REACTION ENGINEERING*
 1 OVERVIEW OF CHEMICAL REACTION ENGINEERING* Chemical reaction engineering (CRE) is the branch of engineering that encompasses the selection, design, and operation of chemical reactors. Because of the
1 OVERVIEW OF CHEMICAL REACTION ENGINEERING* Chemical reaction engineering (CRE) is the branch of engineering that encompasses the selection, design, and operation of chemical reactors. Because of the
Analyzing Mass and Heat Transfer Equipment
 Analyzing Mass and Heat Transfer Equipment (MHE) Analyzing Mass and Heat Transfer Equipment Scaling up to solving problems using process equipment requires both continuum and macroscopic knowledge of transport,
Analyzing Mass and Heat Transfer Equipment (MHE) Analyzing Mass and Heat Transfer Equipment Scaling up to solving problems using process equipment requires both continuum and macroscopic knowledge of transport,
Chapter 8 STATISTICAL ASSESSMENT OF NUMERICAL DIFFUSION
 84 hapter 8 STATISTIAL ASSESSMENT OF NUMERIAL DIFFUSION The assessment of the performance of high-order numerical methods regarding the numerical diffusion introduced in the solution of the scalar transport
84 hapter 8 STATISTIAL ASSESSMENT OF NUMERIAL DIFFUSION The assessment of the performance of high-order numerical methods regarding the numerical diffusion introduced in the solution of the scalar transport
CHE 404 Chemical Reaction Engineering. Chapter 8 Steady-State Nonisothermal Reactor Design
 Textbook: Elements of Chemical Reaction Engineering, 4 th Edition 1 CHE 404 Chemical Reaction Engineering Chapter 8 Steady-State Nonisothermal Reactor Design Contents 2 PART 1. Steady-State Energy Balance
Textbook: Elements of Chemical Reaction Engineering, 4 th Edition 1 CHE 404 Chemical Reaction Engineering Chapter 8 Steady-State Nonisothermal Reactor Design Contents 2 PART 1. Steady-State Energy Balance
Advanced Transport Phenomena Module 6 - Lecture 28
 Mass Transport: Non-Ideal Flow Reactors Advanced Transport Phenomena Module 6 - Lecture 28 Dr. R. Nagarajan Professor Dept of Chemical Engineering IIT Madras 1 Simplest approach: apply overall material/
Mass Transport: Non-Ideal Flow Reactors Advanced Transport Phenomena Module 6 - Lecture 28 Dr. R. Nagarajan Professor Dept of Chemical Engineering IIT Madras 1 Simplest approach: apply overall material/
Chemical absorption in Couette Taylor reactor with micro bubbles generation by rotating porous plate
 2016; 4(4): 38-42 P-ISSN2349 8528 E-ISSN 2321 4902 IJCS 2016; 4(4): 38-42 2016 JEZS Received: 05-05-2016 Accepted: 06-06-2016 Chemical absorption in Couette Taylor reactor with micro bubbles generation
2016; 4(4): 38-42 P-ISSN2349 8528 E-ISSN 2321 4902 IJCS 2016; 4(4): 38-42 2016 JEZS Received: 05-05-2016 Accepted: 06-06-2016 Chemical absorption in Couette Taylor reactor with micro bubbles generation
A population balance approach for continuous fluidized bed dryers
 A population balance approach for continuous fluidized bed dryers M. Peglow, U. Cunäus, C. Kettner, T. Metzger, E. Tsotsas, Thermal Process Engineering, University Magdeburg, 396 Magdeburg, ermany Abstract
A population balance approach for continuous fluidized bed dryers M. Peglow, U. Cunäus, C. Kettner, T. Metzger, E. Tsotsas, Thermal Process Engineering, University Magdeburg, 396 Magdeburg, ermany Abstract
Study on residence time distribution of CSTR using CFD
 Indian Journal of Chemical Technology Vol. 3, March 16, pp. 114-1 Study on residence time distribution of CSTR using CFD Akhilesh Khapre*, Divya Rajavathsavai & Basudeb Munshi Department of Chemical Engineering,
Indian Journal of Chemical Technology Vol. 3, March 16, pp. 114-1 Study on residence time distribution of CSTR using CFD Akhilesh Khapre*, Divya Rajavathsavai & Basudeb Munshi Department of Chemical Engineering,
ENZYME SCIENCE AND ENGINEERING PROF. SUBHASH CHAND DEPARTMENT OF BIOCHEMICAL ENGINEERING AND BIOTECHNOLOGY IIT DELHI
 ENZYME SCIENCE AND ENGINEERING PROF. SUBHASH CHAND DEPARTMENT OF BIOCHEMICAL ENGINEERING AND BIOTECHNOLOGY IIT DELHI LECTURE 23 STEADY STATE ANALYSIS OF MASS TRANSFER & BIOCHEMICAL REACTION IN IME REACTORS
ENZYME SCIENCE AND ENGINEERING PROF. SUBHASH CHAND DEPARTMENT OF BIOCHEMICAL ENGINEERING AND BIOTECHNOLOGY IIT DELHI LECTURE 23 STEADY STATE ANALYSIS OF MASS TRANSFER & BIOCHEMICAL REACTION IN IME REACTORS
Engineering Theory of Leaching
 Engineering Theory of Leaching An approach to non-ideal reactors and scale- up of pressure leaching systems Presented by Lynton Gormely, P.Eng., Ph.D. The Problem given lab scale batch results, predict
Engineering Theory of Leaching An approach to non-ideal reactors and scale- up of pressure leaching systems Presented by Lynton Gormely, P.Eng., Ph.D. The Problem given lab scale batch results, predict
On the Early Development of Dispersion in Flow through a Tube with Wall Reactions
 World Academy of Science, Engineering and Technology 9 7 On the Early Development of Dispersion in Flow through a Tube with Wall Reactions M. W. Lau, and C. O. Ng Abstract This is a study on numerical
World Academy of Science, Engineering and Technology 9 7 On the Early Development of Dispersion in Flow through a Tube with Wall Reactions M. W. Lau, and C. O. Ng Abstract This is a study on numerical
Application of COMSOL Multiphysics in Transport Phenomena Educational Processes
 Application of COMSOL Multiphysics in Transport Phenomena Educational Processes M. Vasilev, P. Sharma and P. L. Mills * Department of Chemical and Natural Gas Engineering, Texas A&M University-Kingsville,
Application of COMSOL Multiphysics in Transport Phenomena Educational Processes M. Vasilev, P. Sharma and P. L. Mills * Department of Chemical and Natural Gas Engineering, Texas A&M University-Kingsville,
University of Groningen
 University of Groningen A one-dimensional instationary heterogeneous mass transfer model for gas absorption in multiphase systems Brilman, D.W.F.; Swaaij, W.P.M. van; Versteeg, Geert Published in: Chemical
University of Groningen A one-dimensional instationary heterogeneous mass transfer model for gas absorption in multiphase systems Brilman, D.W.F.; Swaaij, W.P.M. van; Versteeg, Geert Published in: Chemical
Residence time distribution and dispersion of gas phase in a wet gas scrubbing system
 Korean J. Chem. Eng., 24(5), 892-896 (2007) SHORT COMMUNICATION Residence time distribution and dispersion of gas phase in a wet gas scrubbing system Uk Yeong Kim, Sung Mo Son, Suk Hwan Kang, Yong Kang
Korean J. Chem. Eng., 24(5), 892-896 (2007) SHORT COMMUNICATION Residence time distribution and dispersion of gas phase in a wet gas scrubbing system Uk Yeong Kim, Sung Mo Son, Suk Hwan Kang, Yong Kang
Differential equations of mass transfer
 Differential equations of mass transfer Definition: The differential equations of mass transfer are general equations describing mass transfer in all directions and at all conditions. How is the differential
Differential equations of mass transfer Definition: The differential equations of mass transfer are general equations describing mass transfer in all directions and at all conditions. How is the differential
CFD Simulation of Catalytic Combustion of Benzene
 Iranian Journal of Chemical Engineering Vol. 6, No. 4 (Autumn), 9, IAChE CFD Simulation of Catalytic Combustion of Benzene A. Niaei 1, D. Salari, S. A. Hosseini 3 1- Associate Professor of Chemical Engineering,
Iranian Journal of Chemical Engineering Vol. 6, No. 4 (Autumn), 9, IAChE CFD Simulation of Catalytic Combustion of Benzene A. Niaei 1, D. Salari, S. A. Hosseini 3 1- Associate Professor of Chemical Engineering,
CATALYTIC STEAM REFORMING OF TOLUENE POST- GASIFICATION USING AS MODEL COMPOUND OF TAR PRODUCED BY BIOMASS GASIFICATION
 CATALYTIC STEAM REFORMING OF TOLUENE POST- GASIFICATION USING AS MODEL COMPOUND OF TAR PRODUCED BY BIOMASS GASIFICATION J. D. SILVA, C.C.B. OLIVEIRA AND C. A. M. ABREU 1 Polytechnic School UPE, Laboratory
CATALYTIC STEAM REFORMING OF TOLUENE POST- GASIFICATION USING AS MODEL COMPOUND OF TAR PRODUCED BY BIOMASS GASIFICATION J. D. SILVA, C.C.B. OLIVEIRA AND C. A. M. ABREU 1 Polytechnic School UPE, Laboratory
CHE 611 Advanced Chemical Reaction Engineering
 CHE 611 Advanced Chemical Reaction Engineering Dr. Muhammad Rashid Usman Institute of Chemical Engineering and Technology University of the Punjab, Lahore 54590 mrusman.icet@pu.edu.pk 1 Diffusion and reaction
CHE 611 Advanced Chemical Reaction Engineering Dr. Muhammad Rashid Usman Institute of Chemical Engineering and Technology University of the Punjab, Lahore 54590 mrusman.icet@pu.edu.pk 1 Diffusion and reaction
Investigation of CNT Growth Regimes in a Tubular CVD Reactor Considering Growth Temperature
 ICHMT2014-XXXX Investigation of CNT Growth Regimes in a Tubular CVD Reactor Considering Growth Temperature B. Zahed 1, T. Fanaei Sheikholeslami 2,*, A. Behzadmehr 3, H. Atashi 4 1 PhD Student, Mechanical
ICHMT2014-XXXX Investigation of CNT Growth Regimes in a Tubular CVD Reactor Considering Growth Temperature B. Zahed 1, T. Fanaei Sheikholeslami 2,*, A. Behzadmehr 3, H. Atashi 4 1 PhD Student, Mechanical
Scale-up problems are often perceived as difficult. Here the reaction calorimetry has proven to be
 APPLICATION OF REACTION CALORIMETRY FOR THE SOLUTION OF SCALE-UP PROBLEMS A paper from the RC User Forum Europe, Interlaken, 1995 Francis Stoessel, Ciba AG, Basel, Switzerland. Scale-up problems are often
APPLICATION OF REACTION CALORIMETRY FOR THE SOLUTION OF SCALE-UP PROBLEMS A paper from the RC User Forum Europe, Interlaken, 1995 Francis Stoessel, Ciba AG, Basel, Switzerland. Scale-up problems are often
Mechanistic model for dispersion coefficients in bubble column
 South African Journal of Chemical Engineering, vol. 20, 2015, no. 1, pp 30-43 30 Mechanistic model for dispersion coefficients in bubble column P.J. Skosana a, D.S. van Vuuren a, M.D. Heydenrych b a Materials
South African Journal of Chemical Engineering, vol. 20, 2015, no. 1, pp 30-43 30 Mechanistic model for dispersion coefficients in bubble column P.J. Skosana a, D.S. van Vuuren a, M.D. Heydenrych b a Materials
Chemical Reaction Engineering Lecture 5
 Chemical Reaction Engineering g Lecture 5 The Scope The im of the Course: To learn how to describe a system where a (bio)chemical reaction takes place (further called reactor) Reactors Pharmacokinetics
Chemical Reaction Engineering g Lecture 5 The Scope The im of the Course: To learn how to describe a system where a (bio)chemical reaction takes place (further called reactor) Reactors Pharmacokinetics
Mass-Transfer-Limited Wet Oxidation of Phenol
 Mass-Transfer-Limited Wet Oxidation of Phenol V. TUKAC*, J. VOKÁL, and J. HANIKA Department of Organic Technology, Institute of Chemical Technology, Prague, CZ-166 28 Prague e-mail: vratislav.tukac@vscht.cz
Mass-Transfer-Limited Wet Oxidation of Phenol V. TUKAC*, J. VOKÁL, and J. HANIKA Department of Organic Technology, Institute of Chemical Technology, Prague, CZ-166 28 Prague e-mail: vratislav.tukac@vscht.cz
H 0 r = -18,000 K cal/k mole Assume specific heats of all solutions are equal to that of water. [10]
![H 0 r = -18,000 K cal/k mole Assume specific heats of all solutions are equal to that of water. [10]](/thumbs/96/128799678.jpg "H 0 r = -18,000 K cal/k mole Assume specific heats of all solutions are equal to that of water. [10]") Code No: RR320802 Set No. 1 III B.Tech II Semester Supplementary Examinations, November/December 2005 CHEMICAL REACTION ENGINEERING-I (Chemical Engineering) Time: 3 hours Max Marks: 80 Answer any FIVE
Code No: RR320802 Set No. 1 III B.Tech II Semester Supplementary Examinations, November/December 2005 CHEMICAL REACTION ENGINEERING-I (Chemical Engineering) Time: 3 hours Max Marks: 80 Answer any FIVE
Membrane processes selective hydromechanical diffusion-based porous nonporous
 Membrane processes Separation of liquid or gaseous mixtures by mass transport through membrane (= permeation). Membrane is selective, i.e. it has different permeability for different components. Conditions
Membrane processes Separation of liquid or gaseous mixtures by mass transport through membrane (= permeation). Membrane is selective, i.e. it has different permeability for different components. Conditions
Mass Transfer Fundamentals. Chapter#3
 Mass Transfer Fundamentals Chapter#3 Mass Transfer Co-efficient Types of Mass Transfer Co-efficient Convective mass transfer can occur in a gas or liquid medium. Different types of mass transfer coefficients
Mass Transfer Fundamentals Chapter#3 Mass Transfer Co-efficient Types of Mass Transfer Co-efficient Convective mass transfer can occur in a gas or liquid medium. Different types of mass transfer coefficients
Investigation of adiabatic batch reactor
 Investigation of adiabatic batch reactor Introduction The theory of chemical reactors is summarized in instructions to Investigation of chemical reactors. If a reactor operates adiabatically then no heat
Investigation of adiabatic batch reactor Introduction The theory of chemical reactors is summarized in instructions to Investigation of chemical reactors. If a reactor operates adiabatically then no heat
Mass Transfer Operations
 College of Engineering Tutorial # 1 Chemical Engineering Dept. 14/9/1428 1. Methane and helium gas mixture is contained in a tube at 101.32 k Pa pressure and 298 K. At one point the partial pressure methane
College of Engineering Tutorial # 1 Chemical Engineering Dept. 14/9/1428 1. Methane and helium gas mixture is contained in a tube at 101.32 k Pa pressure and 298 K. At one point the partial pressure methane
Mass Transfer Coefficients (MTC) and Correlations II
 and Correlations II") Mass Transfer Mass Transfer Coefficients (MTC) and Correlations II 7.2- Correlations of Mass Transfer Coefficients Mass transfer coefficients (MTCs) are not physical properties like the diffusion coefficient.
Mass Transfer Mass Transfer Coefficients (MTC) and Correlations II 7.2- Correlations of Mass Transfer Coefficients Mass transfer coefficients (MTCs) are not physical properties like the diffusion coefficient.
MOMENTUM TRANSPORT Velocity Distributions in Turbulent Flow
 TRANSPORT PHENOMENA MOMENTUM TRANSPORT Velocity Distributions in Turbulent Flow Introduction to Turbulent Flow 1. Comparisons of laminar and turbulent flows 2. Time-smoothed equations of change for incompressible
TRANSPORT PHENOMENA MOMENTUM TRANSPORT Velocity Distributions in Turbulent Flow Introduction to Turbulent Flow 1. Comparisons of laminar and turbulent flows 2. Time-smoothed equations of change for incompressible
Diffusion and Adsorption in porous media. Ali Ahmadpour Chemical Eng. Dept. Ferdowsi University of Mashhad
 Diffusion and Adsorption in porous media Ali Ahmadpour Chemical Eng. Dept. Ferdowsi University of Mashhad Contents Introduction Devices used to Measure Diffusion in Porous Solids Modes of transport in
Diffusion and Adsorption in porous media Ali Ahmadpour Chemical Eng. Dept. Ferdowsi University of Mashhad Contents Introduction Devices used to Measure Diffusion in Porous Solids Modes of transport in
ChE 344 Winter 2011 Mid Term Exam I + Solution. Closed Book, Web, and Notes
 ChE 344 Winter 011 Mid Term Exam I + Thursday, February 17, 011 Closed Book, Web, and Notes Name Honor Code (sign at the end of exam) 1) / 5 pts ) / 5 pts 3) / 5 pts 4) / 15 pts 5) / 5 pts 6) / 5 pts 7)
ChE 344 Winter 011 Mid Term Exam I + Thursday, February 17, 011 Closed Book, Web, and Notes Name Honor Code (sign at the end of exam) 1) / 5 pts ) / 5 pts 3) / 5 pts 4) / 15 pts 5) / 5 pts 6) / 5 pts 7)
Modeling and Control of a Fluidised Bed Dryer
 Modeling and Control of a Fluidised Bed Dryer J.A Villegas S.R. Duncan H.G. Wang W.Q. Yang R.S. Raghavan Department of Engineering Science, University of Oxford, Parks Road, Oxford OX 3PJ, UK, e-mail:
Modeling and Control of a Fluidised Bed Dryer J.A Villegas S.R. Duncan H.G. Wang W.Q. Yang R.S. Raghavan Department of Engineering Science, University of Oxford, Parks Road, Oxford OX 3PJ, UK, e-mail:
Non-Ideal Reactors. Definitions * Segregated flow - fluid elements do not mix, have different residence times - Need Residence Time Distribution
 Non-Ideal Reactors Deviations from ideal reactor behavior - Tank Reactors: inadequate mixing, stagnant regions, bypassing or short-circuiting Tubular Reactors: mixing in longitudinal direction, incomplete
Non-Ideal Reactors Deviations from ideal reactor behavior - Tank Reactors: inadequate mixing, stagnant regions, bypassing or short-circuiting Tubular Reactors: mixing in longitudinal direction, incomplete
Modeling and Control of Moisture Content in a Batch Fluidized Bed Dryer Using Tomographic Sensor
 28 American Control Conference Westin Seattle Hotel, Seattle, Washington, USA June 11-13, 28 ThC12.5 Modeling and Control of Moisture Content in a Batch Fluidized Bed Dryer Using Tomographic Sensor J.A
28 American Control Conference Westin Seattle Hotel, Seattle, Washington, USA June 11-13, 28 ThC12.5 Modeling and Control of Moisture Content in a Batch Fluidized Bed Dryer Using Tomographic Sensor J.A
PHEN 612 SPRING 2008 WEEK 1 LAURENT SIMON
 PHEN 612 SPRING 2008 WEEK 1 LAURENT SIMON Chapter 1 * 1.1 Rate of reactions r A A+B->C Species A, B, and C We are interested in the rate of disappearance of A The rate of reaction, ra, is the number of
PHEN 612 SPRING 2008 WEEK 1 LAURENT SIMON Chapter 1 * 1.1 Rate of reactions r A A+B->C Species A, B, and C We are interested in the rate of disappearance of A The rate of reaction, ra, is the number of
Introduction to Mass Transfer
 Introduction to Mass Transfer Introduction Three fundamental transfer processes: i) Momentum transfer ii) iii) Heat transfer Mass transfer Mass transfer may occur in a gas mixture, a liquid solution or
Introduction to Mass Transfer Introduction Three fundamental transfer processes: i) Momentum transfer ii) iii) Heat transfer Mass transfer Mass transfer may occur in a gas mixture, a liquid solution or
Chemical Kinetics. Topic 7
 Chemical Kinetics Topic 7 Corrosion of Titanic wrec Casón shipwrec 2Fe(s) + 3/2O 2 (g) + H 2 O --> Fe 2 O 3.H 2 O(s) 2Na(s) + 2H 2 O --> 2NaOH(aq) + H 2 (g) Two examples of the time needed for a chemical
Chemical Kinetics Topic 7 Corrosion of Titanic wrec Casón shipwrec 2Fe(s) + 3/2O 2 (g) + H 2 O --> Fe 2 O 3.H 2 O(s) 2Na(s) + 2H 2 O --> 2NaOH(aq) + H 2 (g) Two examples of the time needed for a chemical
CHEMICAL REACTION ENGINEERING LAB
 CHEMICAL REACTION ENGINEERING LAB EQUIPMENTS 1.CHEMICAL REACTORS SERVICE UNIT The chemical reactors service unit consists of a moulded ABS plinth which is used as a mounting for the chemical reactor to
CHEMICAL REACTION ENGINEERING LAB EQUIPMENTS 1.CHEMICAL REACTORS SERVICE UNIT The chemical reactors service unit consists of a moulded ABS plinth which is used as a mounting for the chemical reactor to
Integrated Knowledge Based System for Process Synthesis
 17 th European Symposium on Computer Aided Process Engineering ESCAPE17 V. Plesu and P.S. Agachi (Editors) 2007 Elsevier B.V. All rights reserved. 1 Integrated Knowledge Based System for Process Synthesis
17 th European Symposium on Computer Aided Process Engineering ESCAPE17 V. Plesu and P.S. Agachi (Editors) 2007 Elsevier B.V. All rights reserved. 1 Integrated Knowledge Based System for Process Synthesis
Lecture Series. Modern Methods in Heterogeneous Catalysis. Measurement and Analysis of Kinetic Data
 Lecture Series Modern Methods in Heterogeneous Catalysis Measurement and Analysis of Kinetic Data Raimund Horn Fritz-Haber-Institute of the MPG Department of Inorganic Chemistry Faradayweg 4-6 14195 Berlin
Lecture Series Modern Methods in Heterogeneous Catalysis Measurement and Analysis of Kinetic Data Raimund Horn Fritz-Haber-Institute of the MPG Department of Inorganic Chemistry Faradayweg 4-6 14195 Berlin
POSITION R & D Officer M.Tech. No. of questions (Each question carries 1 mark) 1 Verbal Ability Quantitative Aptitude Test 34
 1 Verbal Ability Quantitative Aptitude Test 34") POSITION R & D Officer M.Tech Candidates having M.Tech / M.E. Chemical Engg. with 60% marks (aggregate of all semesters/years) and 50% for SC/ST/PWD are being called for Computer Based Test basis the information
POSITION R & D Officer M.Tech Candidates having M.Tech / M.E. Chemical Engg. with 60% marks (aggregate of all semesters/years) and 50% for SC/ST/PWD are being called for Computer Based Test basis the information